ÅÌ‘¥£∫ ‘ˆ≤ƒ÷∆‘Ï¥T≤©¬ì(li®¢n)√À
ÊV∫œΩ‘⁄∫Ωø’∫ΩÃÏ,°¢Ðâµ¿ΩªÕ®°¢–¬ƒÐ‘¥°¢…˙ŒÔ·t(y®©)”√µ»ÓI”Úæþ”–èVÈüë™”√«∞æ∞,£¨‘ˆ≤ƒ÷∆‘Ϻº–g(Additive Manufacturing)µƒ∞l(f®°)’πûÈ≥…–ŒèÕÎsΩYò㵃∏þ–‘ƒÐÊV∫œΩòãº˛Ã·π©¡Àø…ƒÐ°£»ª∂¯,£¨ÊV∫œΩ»€∑–¸cµÕ,°¢’Ùö‚â∫∏þ,°¢—ıªØ–‘è䵃Ãÿ¸c“◊ π‘ˆ≤ƒ÷∆‘Ïòãº˛É»≤ø–Œ≥…ø◊œ∂°¢¡—ºy,°¢äAÎsŒÔµ»»±œð,£¨åß÷¬‘ˆ≤ƒ÷∆‘ÏÊV∫œΩµƒë™”√ÀÆ∆Ωþhþh¬‰∫Û”⁄∏þúÿ∫œΩ°¢‰X∫œΩ,°¢‚Å∫œΩµ»≤ƒ¡œ,£¨È_∞l(f®°)þm”√”⁄ÊV∫œΩµƒ‘ˆ≤ƒ÷∆‘Ϻº–g≤¢Õ®þ^≤ƒ¡œ∏ƒ–‘≈cπ§ÀáÉû(y®≠u)ªØúp…Ÿ“±Ω»±œð «Õª∆∆‘ˆ≤ƒ÷∆‘ÏÊV∫œΩë™”√∆øÓiµƒÍPÊI°£ÊV∫œΩ‘ˆ≤ƒ÷∆‘Ϻº–g÷˜“™”–º§π‚þxÖ^(q®±)»€ªØ(Selective laser melting, SLM),°¢Î䪰‘ˆ≤ƒ÷∆‘Ï(Wire arc additive manufacturing, WAAM)“‘º∞îá∞˃¶≤¡‘ˆ≤ƒ÷∆‘Ï(Friction stir additive manufacturing, FSAM)∫Õîá∞˃¶≤¡≥¡∑e‘ˆ≤ƒ(Additive friction stir deposition, AFSD),°£Õ®þ^öwº{ ·¿ÌÊV∫œΩ‘ˆ≤ƒ÷∆‘Ϻº–gµƒ—–æø¨F(xi®§n)ÝÓ≈cºº–gþM’π£¨øÇΩY¡ÀÊV∫œΩ‘⁄≤ªÕ¨‘ˆ≤ƒ÷∆‘Ϻº–g≥…–Œþ^≥Ã÷–µƒîµ(sh®¥)÷µƒ£îM—–æøΩYπ˚,£¨å¶±»∑÷Œˆ¡À≤ªÕ¨‘ˆ≤ƒ÷∆‘Ϻº–gÍPÊIπ§ÀáÖ¢îµ(sh®¥)å¶ÊV∫œΩòãº˛ΩMøóΩYòã∫Õ¡¶åW–‘ƒÐµƒ”∞Ìë,£¨≤¢å¶ÊV∫œΩ‘ˆ≤ƒ÷∆‘Ϻº–gŒ¥Å̵ƒ—–æø÷ÿ¸cþM––¡À’πÕ˚°£’쌃‘≠Œƒœ¬ðd“ä±æŒƒƒ©
ÊV∫œΩ√Ð∂»µÕ,°¢±»èä∂»∏þ,°¢æC∫œ¡¶åW–‘ƒÐÉû(y®≠u)Æ꣨ըïræþ”–¡º∫√µƒ◊˃·Ãÿ–‘,°¢É¶ö‰ƒÐ¡¶∫Õ…˙ŒÔœý»ð–‘,£¨‘⁄∫Ωø’∫ΩÃÏ°¢Ðâµ¿ΩªÕ®,°¢–¬ƒÐ‘¥,°¢…˙ŒÔ·t(y®©)”√µ»ÓI”Úµƒë™”√«∞æ∞ Æ∑÷èVÈü[1-5]°£»ª∂¯,£¨ÊV∫œΩµƒªØåW–‘Ÿ| Æ∑÷ªÓùä,£¨ËT‘Ï°¢Âë‘Ï,°¢∫∏Ω”µ»Ç˜Ωy(t®Øng)≥…–Œπ§ÀáÎy“‘´@µ√ùM“‚µƒøÿ–Œ-øÿ–‘–ßπ˚,£¨∆»«––Ë“™èƒ‘≠¡œ–ŒëB(t®§i)°¢≥…–Œ‘≠¿Ì,°¢òãº˛ΩYòã≈c–‘ƒÐ“ªÛwªØ‘O”ãµƒΩ«∂»È_∞l(f®°)»´–¬µƒœ»þM÷∆‘Ϻº–g,°£ÍP◊¢π´±äÃñ: ‘ˆ≤ƒ÷∆‘Ï¥T≤©¬ì(li®¢n)√À£¨√‚ŸM´@»°∫£¡ø‘ˆ≤ƒŸY¡œ,£¨æ€Ωπ‘ˆ≤ƒ÷∆‘Ï—–æø≈cπ§≥Ãë™”√,£°
Ω¸ƒÍÅÌ£¨‘ˆ≤ƒ÷∆‘Ϻº–g(Additive manufacturing, AM)µƒøÏÀŸ∞l(f®°)’πûÈ≥…–Œæþ”–èÕÎsΩYò㵃∏þ–‘ƒÐÊV∫œΩòãº˛Ã·π©¡Àø…ƒÐ,°£AM “‘º§π‚,°¢Îä◊” ¯ªÚÎ䪰µ»∏þƒÐ ¯ûÈü·‘¥£¨“‘îµ(sh®¥)◊÷ƒ£–ÕûȪ˘µA,£¨“‘∑€≤ƒ,°¢Ωz≤ƒµ»ûÈ‘≠¡œ,£¨Õ®þ^÷å”∂—ØBµƒ∑Ω Ωòã‘Ï»˝æSåçÛw£¨±ª’JûÈ «÷∆‘Ϻº–gµƒ“ª¥Œ∏Ô√¸–‘Õª∆∆[6-10],°£2010 ƒÍ“‘ÅÌ,£¨AM ‘⁄ÊV∫œΩòãº˛‘O”ã≈c÷∆‘ÏÓI”Úµƒë™”√ÀÆ∆Ω”˙∞l(f®°)≥… Ï°£ƒø«∞,£¨ÊV∫œΩ‘ˆ≤ƒ÷∆‘Ϻº–g÷˜“™”–º§π‚þxÖ^(q®±)»€ªØ(Selective laser melting, SLM)[11]∫ÕÎ䪰‘ˆ≤ƒ÷∆‘Ï(Wire arc additive manufacturing, WAAM)[12],£¨WAAM ºº–g∞¸¿®»€ªØòOö‚Ûw±£◊o∫∏(Gas metal arc welding, GMAW)[13]°¢ÊuòO∂Ë–‘ö‚Ûw±£◊o∫∏(Gas tungsten arc welding, GTAW)[14],°¢µ»Îx◊”ª°∫∏(Plasma arc welding, PAW)[12]∫Õ¿‰ΩåŸþ^∂…ª°∫∏(Cold metal transfer, CMT)[15],°£
¥ÀÕ‚£¨”–åW’þ嶪˘”⁄îá∞˃¶≤¡≥…–Œ‘≠¿ÌÈ_∞l(f®°)µƒîá∞˃¶≤¡‘ˆ≤ƒ÷∆‘Ϻº–g(Friction stir additive manufacturing, FSAM)∫Õîá∞˃¶≤¡≥¡∑e‘ˆ≤ƒºº–g(Additive friction stir deposition, AFSD)þM––¡ÀÃΩÀ˜[16-17],°£±Ì 1 ∫ÕàD 1 ∑÷Ñe嶱»¡ÀÊV∫œΩ‘ˆ≤ƒ÷∆‘Ϻº–gµƒπ§ÀáÃÿ¸c∫Õ≥…–Œ∫Ûòãº˛µƒåçŒÔàD,°£∏˘ì˛‘≠¡œ‘⁄≥…–Œïr «∑Ò∞l(f®°)…˙»€ªØ£¨ø…墅œ ˆºº–g∑÷ûÈ“∫œý(SLM,°¢WAAM)∫ÕπÃœý(FSAM,°¢AFSD)É…Óê[18]£¨∆‰÷– SLM µƒ≥…–ŒŸ|¡øð^∫√,£¨WAAM µƒ≥…–Œ–߬ ð^∏þ,£¨ë™“¿ì˛òãº˛µƒ≥þ¥Á∫ÕΩYòãº∞嶖߬ ∫Õ≥…±æµƒæC∫œ“™«ÛþxìÒ∫œþmµƒ≥…–Œºº–g°£

640.jpg (46.67 KB, œ¬ðd¥Œîµ(sh®¥): 94)
œ¬ðd∏Ωº˛
2024-3-1 09:52 …œÇ˜
640-1.jpg (55.12 KB, œ¬ðd¥Œîµ(sh®¥): 92)
œ¬ðd∏Ωº˛
2024-3-1 09:52 …œÇ˜
–Ë“™÷∏≥ˆµƒ «,£¨ÊV∫œΩ»€∑–¸cµÕ,°¢’Ùö‚â∫∏þ°¢—ıªØ–‘è䵃Ãÿ¸còO“◊ π‘ˆ≤ƒ÷∆‘Ïòãº˛É»≤ø–Œ≥…ø◊œ∂,°¢¡—ºy,°¢äAÎsŒÔµ»»±œð£¨þ@ΩoÊV∫œΩ‘ˆ≤ƒ÷∆‘Ïòãº˛µƒ÷∆ljéßÅÌ¡À∫Ð¥Û¿ßÎy,°£±MπÐÊV∫œΩ‘ˆ≤ƒ÷∆‘Ϻº–gµƒ—–æø≥…π˚÷ƒÍ‘ˆ∂ý,£¨µ´œý±»”⁄∏þúÿ∫œΩ°¢‰X∫œΩ,°¢‚Å∫œΩ,£¨ÊV∫œΩ‘ˆ≤ƒ÷∆‘Ïòãº˛µƒ—–æøÀÆ∆Ωð^ûÈú˛∫Û[28-31]°£È_∞l(f®°)∏¸þm∫œÊV∫œΩµƒ‘ˆ≤ƒ÷∆‘Ϻº–g≤¢Õ®þ^≤ƒ¡œ∏ƒ–‘≈cπ§ÀáÉû(y®≠u)ªØÅÌúp…Ÿ“±Ω»±œð «Õª∆∆∆‰ë™”√∆øÓiµƒÍPÊI,�,£ª˘”⁄¥À£¨±æŒƒæC ˆÊV∫œΩ‘ˆ≤ƒ÷∆‘Ϻº–gµƒ—–æø¨F(xi®§n)ÝÓ≈c∞l(f®°)’π⁄ÖÑð,£¨øÇΩY≤ªÕ¨‘ˆ≤ƒ÷∆‘Ϻº–g‘⁄≥…–ŒÊV∫œΩïrµƒîµ(sh®¥)÷µƒ£îM—–æøΩYπ˚,£¨∑÷Œˆœýë™π§ÀáÖ¢îµ(sh®¥)å¶ÊV∫œΩ‘ˆ≤ƒ÷∆‘Ïòãº˛ΩMøóΩYòã∫Õ¡¶åW–‘ƒÐµƒ”∞Ìë“é(gu®©)¬…£¨≤¢å¶ÊV∫œΩ‘ˆ≤ƒ÷∆‘Ϻº–gŒ¥Å̵ƒ—–æø÷ÿ¸cþM––’πÕ˚°£
1 ÊV∫œΩ SLM ‘ˆ≤ƒ÷∆‘Ϻº–g
SLM « 2000 ƒÍ◊Û”“≥ˆ¨F(xi®§n)µƒ“ª∑N–¬–Õ‘ˆ≤ƒ÷∆‘Ϻº–g,£¨À¸¿˚”√∏þƒÐº§π‚ü·‘¥å¢ΩåŸ∑€ƒ©ÕÍ»´»⁄ªØ∫ÛøÏÀŸ¿‰Ösƒ˝πÃ≥…–Œ£¨èƒ∂¯µ√µΩ∏þ÷¬√Ð∂»,°¢∏þæ´∂»µƒΩåŸòãº˛,£¨∆‰π§◊˜‘≠¿Ì»ÁàD 2 À˘ æ[32]°£ÍP◊¢π´±äÃñ: ‘ˆ≤ƒ÷∆‘Ï¥T≤©¬ì(li®¢n)√À,£¨√‚ŸM´@»°∫£¡ø‘ˆ≤ƒŸY¡œ,£¨æ€Ωπ‘ˆ≤ƒ÷∆‘Ï—–æø≈cπ§≥Ãë™”√£°
640-2.jpg (34.17 KB, œ¬ðd¥Œîµ(sh®¥): 76)
œ¬ðd∏Ωº˛
2024-3-1 09:52 …œÇ˜
1.1 SLM ≥…–Œþ^≥õƒîµ(sh®¥)÷µƒ£îM
SLM ≥…–Œþ^≥Ã÷–,£¨ÊV∫œΩ∑€ƒ©∞l(f®°)…˙»€ªØ≤¢—∏ÀŸƒ˝πÃ(¿‰ÖsÀŸ¬ ∏þþ_ 10e4°´10e5 K/s),£¨»€≥ÿµƒúÿ∂»Ãð∂»ø…þ_ 103°´105 K/cm£¨Îy“‘åçïr±O(ji®°n)øÿº§π‚ƒÐ¡øµƒÇ˜þf≈cŒ¸ ’,°¢»€≥ÿµƒÑ”¡¶åW––ûÈ[33-34],°£
1.2 SLM ÊV∫œΩµƒŒ¢”^ΩMøó
¨F(xi®§n)ÎA∂Œå¶”⁄ÊV∫œΩ SLM ‘ˆ≤ƒ÷∆‘Ϻº–gµƒ—–æø±»ð^»´√Ê£¨∞¥’’∫œΩ‘™Àÿµƒ≤ªÕ¨,£¨÷˜“™µƒ≤ƒ¡œÛwœµ∞¸¿® Mg-Al-Zn(AZ œµ¡–),°¢Mg-Zn-Zr(ZK œµ¡–)°¢Mg-Y-RE(WE œµ¡–)µ»…Ô√≈∆ÃñÊV∫œΩ“‘º∞ Mg-Ca,°¢Mg-Zn-Dy,°¢Mg-Sn µ»–¬–ÕÊV∫œΩ[24, 37-48]°£±Ì 2 øÇΩY¡À SLM ≥…–Œµ‰–Õ≈∆ÃñÊV∫œΩµƒΩMøóΩYòãÃÿ’˜,°£
640-3.jpg (90.43 KB, œ¬ðd¥Œîµ(sh®¥): 97)
œ¬ðd∏Ωº˛
2024-3-1 09:52 …œÇ˜
640-4.jpg (75.06 KB, œ¬ðd¥Œîµ(sh®¥): 93)
œ¬ðd∏Ωº˛
2024-3-1 09:52 …œÇ˜
1.3 SLM ÊV∫œΩµƒ¡¶åW–‘ƒÐ
ÎS÷¯ºº–gÀÆ∆ΩµƒþM≤Ω∫Õπ§ÀáÖ¢îµ(sh®¥)µƒÉû(y®≠u)ªØ,£¨SLMÊV∫œΩµƒ÷¬√Ð∂»‘ΩÅÌ‘ΩΩ”Ω¸ 100%£¨¡¶åW–‘ƒÐø…“‘þ_µΩªÚ≥¨þ^Âë‘ÏëB(t®§i)ÊV∫œΩ,°£±Ì 3 嶱»¡À SLM ≥…–Œµ‰–Õ≈∆ÃñÊV∫œΩµƒ¡¶åW–‘ƒÐ,°£
640-5.jpg (72.43 KB, œ¬ðd¥Œîµ(sh®¥): 96)
œ¬ðd∏Ωº˛
2024-3-1 09:52 …œÇ˜
ƒø«∞£¨¥Û∂ýîµ(sh®¥) SLM ÊV∫œΩµƒæC∫œ¡¶åW–‘ƒÐæ˘Éû(y®≠u)”⁄œýÕ¨≥…∑÷µƒËTëB(t®§i)ÊV∫œΩ,£¨»Á∫ŒÖf(xi®¶)ը÷∏þ≤ƒ¡œµƒèä∂»,°¢ÀЖ‘°¢Ìg–‘ «ΩÒ∫Ûµƒ—–æø÷ÿ¸c�,£¨F(xi®§n)ÎA∂Œå¶ ZK œµ¡–ÊV∫œΩ∫Õ AZ œµ¡–ÊV∫œΩSLM ≥…–Œπ§Àᵃ—–æøð^ûÈ≥… Ï,°£LIANG µ»[46]—–æø÷∏≥ˆ£¨SLM-ZK60 ÊV∫œΩ‘⁄◊Óº—π§Àáólº˛œ¬µƒÔ@Œ¢”≤∂»∫Õ«¸∑˛èä∂»∑÷ÑeûÈ 90 HV ∫Õ 172.59 MPa,£¨æ˘∏þ”⁄ËTëB(t®§i) ZK60 ÊV∫œΩ,°£ÕıΩòI(y®®)µ»[39]嶱»¡À◊Óº— SLMπ§ÀáÖ¢îµ(sh®¥)À˘µ√ AZ91 ÊV∫œΩ≈câ∫ËTëB(t®§i) AZ91 ÊV∫œΩµƒ¡¶åW–‘ƒÐ(“ä±Ì 4)£¨SLM ëB(t®§i)ÊV∫œΩµƒ¡¶åW–‘ƒÐ√˜Ô@∏þ”⁄â∫ËTëB(t®§i) AZ91 ÊV∫œΩ,£¨∆‰∆Ωæ˘øπ¿≠èä∂»∫Õ—”…Ϭ ∑÷Ñe±»â∫ËTëB(t®§i)÷∏þ¡À 38.09%∫Õ 138.67%,°£
640-6.jpg (35.27 KB, œ¬ðd¥Œîµ(sh®¥): 85)
œ¬ðd∏Ωº˛
2024-3-1 09:52 …œÇ˜
1.4 SLM ÊV∫œΩµƒ–‘ƒÐÉû(y®≠u)ªØ
ûÈΩ‚õQ SLM ÊV∫œΩ÷¬√Ð∂»ð^µÕ°¢“◊Æa…˙É»≤ø»±œðµ»ÜñÓ}£¨≥£≤…”√∫ÛÃé¿Ì∑Ω∑®ÅÌ∏ƒ…∆≤ƒ¡œµƒŒ¢”^ΩMøó“‘÷∏þ∆‰¡¶åW–‘ƒÐ,°£≥£”√µƒ∫ÛÃé¿Ì∑Ω∑®÷˜“™”–ü·µ»Ïoâ∫(Hot isostatic pressing, HIP)∫Õü·Ãé¿Ì(Heat treatment, HT),°£LIU µ»[56]å¶ SLM-AZ61 ÊV∫œΩþM––HIP Ãé¿Ì£¨”––ß∏ƒ…∆¡À∆‰Œ¢”^ΩMøó∫Õ¡¶åW–‘ƒÐ,°£
2 ÊV∫œΩ WAAM ‘ˆ≤ƒ÷∆‘Ϻº–g
WAAM ”÷∑QûÈÎ䪰∑®»€Ωz≥¡∑e≥…–Œ,£¨‘캺–g“‘Î䪰ªÚµ»Îx◊”ª°◊˜ûÈü·‘¥å¢ΩåŸΩz≤ƒ»€ªØ£¨∞¥’’≥…–Œ¬∑èΩ÷å”»€∏≤∂—ØB,£¨∏˘ì˛»˝æSîµ(sh®¥)◊÷ƒ£–Õ”…æÄ-√Ê-Ûw÷∆‘Ï≥ˆΩ”Ω¸Æa∆∑–ŒÝÓ∫Õ≥þ¥Á“™«Ûµƒ»˝æSΩåŸ≈˜ Ûw[59],£¨∆‰π§◊˜‘≠¿Ì»ÁàD 7 À˘ æ[60]°£≈c GMAW,°¢GTAW∫Õ PAW ºº–gœý±»,£¨CMT ºº–g“Úü·ðî»ÎµÕ°¢π§ÀáÖ¢îµ(sh®¥)æ´¥_ø…øÿµ»Éû(y®≠u)¸c∂¯≥…ûÈÊV∫œΩ WAAM µƒ÷˜¡˜ºº–g[12-15],°£
640-7.jpg (38.48 KB, œ¬ðd¥Œîµ(sh®¥): 91)
œ¬ðd∏Ωº˛
2024-3-1 09:52 …œÇ˜
2.1 WAAM ≥…–Œþ^≥õƒîµ(sh®¥)÷µƒ£îM
ƒø«∞”–ÍP WAAM ≥…–ŒÊV∫œΩµƒîµ(sh®¥)÷µƒ£îM—–æøð^…Ÿ,°£∫Œø°Ωе»[61]¿˚”√ FLUENT Ðõº˛Ω®¡¢¡ÀÊV∫œΩ CMT ≥…–Œïr∫∏Ωz-»€µŒ-»€≥ÿµƒ∂ýœý¡˜ƒ£–Õ£¨—–æø¡ÀƒÐ¡øðî»Îº∞∫∏Ωz≥ÈÀÕþ\є嶻€≥ÿ–ŒëB(t®§i)µƒ”∞Ìë,£¨ΩYπ˚»ÁàD 8 À˘ æ,£¨‘⁄∫∏Ωzªÿ≥ȵƒ∂ì∑ÎA∂Œ£¨»€≥ÿ±ªœÚ…œÃ·¿≠≤¢‘⁄∫∏Ωz∂À≤ø–Œ≥…“∫òÚ,£¨É»≤ø»€Ûw‘⁄ÒRÃm∏̓·–ßë™(Marangoni effect)µƒ◊˜”√œ¬”…þÖæ⡘œÚ÷–Èg,°¢”…œ¬∑Ω¡˜œÚ…œ∑Ω£ªÆî∫∏Ωz√ìÎx»€≥ÿ∫Û,£¨»€≥ÿ ÐµΩ“∫òÚîý¡—µƒ∑¥◊˜”√¡¶,£¨»€ÛwøÏÀŸœÚ∫Û∑Ω¡˜Ñ”∂¯∏ƒ◊É»€≥ÿ–ŒÝÓ£¨∫∏Ωzªÿ≥Èþ^≥Ã÷––Œ≥…µƒÒRÃm∏̓·–ßë™ «”∞Ì뻀≥ÿ–ŒëB(t®§i)µƒ÷˜“™“ÚÀÿ,°£GRAF µ»[62]¿˚”√ MSC. Marc ∑«æÄ–‘”–œÞ‘™Ðõº˛ÓAúy¡À CMT þ^≥Ã÷–∫∏ΩzþMΩoÀŸ∂»,°¢∫∏Ω”¬∑èΩå¶ AZ31 ÊV∫œΩ±°±⁄º˛úÿ∂»àˆµƒ”∞Ì루≤¢Õ®þ^åçÚû ÷∂ŒÚû◊C¡À¿Ì’샣–Õµƒø…øø–‘,°£
640-8.jpg (41.44 KB, œ¬ðd¥Œîµ(sh®¥): 75)
œ¬ðd∏Ωº˛
2024-3-1 09:52 …œÇ˜
2.2 WAAM ÊV∫œΩµƒŒ¢”^ΩMøó
Ð÷∆”⁄èÕÎsµƒ÷∆ljπ§Àá∫Õ∏þ∞∫µƒ…˙Æa≥…±æ,£¨ÊV∫œΩΩz≤ƒµƒ∑NÓê Æ∑÷”–œÞ£¨¨F(xi®§n)”–±»ð^≥… ϵƒ…ÃòI(y®®)ªØÊV∫œΩΩz≤ƒ÷˜“™ « AZ œµ¡–,£¨“Ú¥À WAAM ≤…”√µƒ‘≠≤ƒ¡œ“‘ AZ œµ¡–ÊV∫œΩûÈ÷˜,°£±Ì 5 øÇΩY¡À WAAM ≥…–Œ≤ªÕ¨≥…∑÷ AZ œµ¡–ÊV∫œΩµƒΩMøóΩYòãÃÿ’˜°£
640-10.jpg (65.98 KB, œ¬ðd¥Œîµ(sh®¥): 87)
œ¬ðd∏Ωº˛
2024-3-1 09:52 …œÇ˜
2.3 WAAM ÊV∫œΩµƒ¡¶åW–‘ƒÐ
á¯É»Õ‚åW’þ·òå¶WAAMºº–g÷∆ljµƒAZœµ¡–ÊV∫œΩµƒ¡¶åW–‘ƒÐÈ_’π¡À¥Û¡ø—–æø,°£±Ì 6 øÇΩY¡ÀWAAM ≥…–Œ≤ªÕ¨≥…∑÷ AZ œµ¡–ÊV∫œΩµƒ¡¶åW–‘ƒÐ,°£≈c SLM ÊV∫œΩœý±»£¨WAAM ÊV∫œΩƒÐâÚ±£≥÷ð^∏þµƒ¡¶åWèä∂»,£¨Õ¨ïr±Ì¨F(xi®§n)≥ˆ∏¸∏þµƒîý¡——”…Ϭ ,°£WAAM ÊV∫œΩµƒ¡¶åW–‘ƒÐæþ”–√˜Ô@µƒ∏˜œÚÆê–‘£¨WANG µ»[67]—–æø¡À CMT-AZ31 ÊV∫œΩôMœÚ∫ÕøvœÚµƒ¿≠…Ï–‘ƒÐ£¨∞l(f®°)¨F(xi®§n)≥¡∑e∑ΩœÚ(TD)µƒ«¸∑˛èä∂»∫Õøπ¿≠èä∂»∑÷ÑeûÈ 85.4 MPa ∫Õ 225.7 MPa,£¨∂¯òãΩ®∑ΩœÚ(BD)µƒ«¸∑˛èä∂»∫Õøπ¿≠èä∂»∑÷ÑeûÈ 125.9 MPa ∫Õ210.5 MPa,°£Õ¨ò”µÿ£¨‘⁄ AZ61,°¢AZ80M,°¢AZ91°¢AEX11 µ»≥…∑÷÷–“≤∞l(f®°)¨F(xi®§n)¡À WAAM òãº˛µƒ¡¶åW–‘ƒÐæþ”–∏˜œÚÆê–‘¨F(xi®§n)œÛ[63-66],°£
640-11.jpg (68.46 KB, œ¬ðd¥Œîµ(sh®¥): 104)
œ¬ðd∏Ωº˛
2024-3-1 09:52 …œÇ˜
2.4 WAAM ÊV∫œΩµƒ–‘ƒÐÉû(y®≠u)ªØ
ÉHÉHÕ®þ^’{πù(ji®¶) WAAM µƒπ§ÀáÖ¢îµ(sh®¥)å¶≤ƒ¡œ¡¶åW–‘ƒÐµƒÃ·…˝–ßπ˚ Æ∑÷”–œÞ£¨“Ú¥À”–±ÿ“™≤…”√∫œþmµƒ∫ÛÃé¿Ìπ§ÀáÅÌþM“ª≤Ω∏ƒ…∆≤ƒ¡œ–‘ƒÐ,°£≈c SLM ÊV∫œΩÓêÀ∆,£¨WAAM ÊV∫œΩµƒ∫ÛÃé¿Ìπ§Àá“≤≥£≤…”√ü·Ãé¿Ì∫Õâ∫¡¶º”𧵻∑Ω∑®°£GUO µ»[76]嶱»¡À≥¡∑eëB(t®§i)(AD),°¢πûÐÃé¿Ì(T4),°¢πûÐ+≤ªÕÍ»´ïr–ßÃé¿Ì(T5)“‘º∞πûÐ+ïr–ßÃé¿Ì(T6)å¶ WAAM-AZ80M ÊV∫œΩΩMøó∫Õ¡¶åW–‘ƒÐµƒ”∞Ì루ΩYπ˚“äàD 11,£¨T4 Ãé¿Ì∫Ûπ≤æßΩMøó»ÐΩ‚,£¨∫œΩ‘™ÀÿµƒÔ@Œ¢∆´Œˆ”–À˘∏ƒ…∆£ªT5 Ãé¿Ì∫ÛæWÝÓ¶¬ œýèƒπ≤æßΩMøó÷Ðá˙Œˆ≥ˆ,£ªT6 Ãé¿Ì∫Ûºö–°µƒ ¶¬ œý胪˘Ûw÷–Œˆ≥ˆ,£¨∑÷≤º”⁄æß¡£∫ÕæßΩÁ…œ°£T6 Ãé¿ÌÕ¨ïr÷∏þ¡À≤ƒ¡œµƒèä∂»∫ÕÀЖ‘,£¨œ˚≥˝¡À—ÿ≥¡∑e∑ΩœÚ∫ÕòãΩ®∑ΩœÚµƒ∏˜œÚÆê–‘,°£
π˘ÍñÍñ[77]—–æø¡ÀùLÐà?zh®™)é¿Ìå¶WAAM-AZ80M ÊV∫œΩŒ¢”^ΩMøó∫Õ¡¶åW–‘ƒÐµƒ”∞Ì루∞l(f®°)¨F(xi®§n)ùLÐà?zh®™)é¿Ìø…√˜Ô@úp…Ÿ≤ƒ¡œÉ»≤øµ⁄∂˛œýµƒ∫¨¡ø∫Õ≥þ¥Á,£¨ºöªØæß¡£≤¢»ıªØøóòã,£¨Œ¥ΩõùLÐà‘áò”µƒΩMøóûÈ¥÷¥Ûµƒµ»ðSæߣ¨∆Ωæ˘æß¡£≥þ¥ÁûÈ 56 ¶Ãm,£ª∂¯Ωõ 2 kN ∫Õ 4 kN Ðà÷∆¡¶ùLÐà?zh®™)é¿Ì∫�,£¨‘áò”µƒ∆Ωæ˘æß¡£≥þ¥Á∑÷ÑeûÈ 40 ¶Ãm ∫Õ 35 ¶Ãm£¨≤ƒ¡œµƒèä∂»∫ÕÀЖ‘ÎSùLÐàâ∫¡¶µƒ‘ˆ¥Û∂¯÷ùu÷∏þ,°£¥ÀÕ‚,£¨îá∞˃¶≤¡Ãé¿Ì“≤ƒÐ∏ƒ…∆ CMT ÊV∫œΩµƒ±Ì√ÊŸ|¡ø£¨ø…œ˚≥˝∫∏µ¿¥ÓΩ”≈cª˘∞µƒΩÁ√ÊÃéø◊∂¥,£¨þM“ª≤ΩºöªØæß¡£∂¯ΩµµÕ∑˛“€ïrµƒîý¡—ÔLÎU,£¨þ@Úû◊C¡À CMT ≈cîá∞˃¶≤¡Ãé¿ÌèÕ∫œ÷∆‘Ï∏þ–‘ƒÐÊV∫œΩµƒø…–––‘[78]°£
640-12.jpg (41.39 KB, œ¬ðd¥Œîµ(sh®¥): 107)
œ¬ðd∏Ωº˛
2024-3-1 09:52 …œÇ˜
640-13.jpg (47.38 KB, œ¬ðd¥Œîµ(sh®¥): 81)
œ¬ðd∏Ωº˛
2024-3-1 09:52 …œÇ˜
640-14.jpg (68.25 KB, œ¬ðd¥Œîµ(sh®¥): 82)
œ¬ðd∏Ωº˛
2024-3-1 09:52 …œÇ˜
3 ÊV∫œΩîá∞˃¶≤¡‘ˆ≤ƒ÷∆‘Ϻº–g
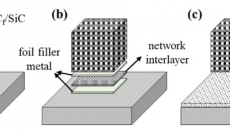
Ω¸ƒÍÅÌ,£¨—–æø»ÀÜTª˘”⁄îá∞˃¶≤¡≥…–Œ‘≠¿ÌÈ_∞l(f®°)¡À FSAM ∫Õ AFSD É…∑N–¬–ÕπÃœý∫∏Ω”ºº–g,£¨À¸Çɵƒπ§◊˜‘≠¿Ì»ÁàD 12 À˘ æ[79]°£
640-15.jpg (48.3 KB, œ¬ðd¥Œîµ(sh®¥): 82)
œ¬ðd∏Ωº˛
2024-3-1 09:52 …œÇ˜
3.1 îá∞˃¶≤¡≥…–Œþ^≥õƒîµ(sh®¥)÷µƒ£îM
¨F(xi®§n)ÎA∂Œ”–ÍPÊV∫œΩ FSAM ‘ˆ≤ƒ÷∆‘Ϻº–gµƒ—–æø÷ùu‘ˆ∂ý£¨á¯É»Õ‚åW’þ∏˘ì˛îµ(sh®¥)÷µƒ£îMΩYπ˚å¶π§ÀáÖ¢îµ(sh®¥)þM––¡ÀÉû(y®≠u)ªØ,£¨Õ¨ïr—–æø¡À FSAM ÊV∫œΩµƒŒ¢”^ΩMøó∫Õ¡¶åW–‘ƒÐ,°£¿Ó»ÁÁ˘µ»[85]Ω®¡¢¡À FSAM≥…–Œ∂ýå” AZ31 ÊV∫œΩ±°∞µƒ”ãÀ„¡˜Ûw¡¶åWƒ£–Õ£¨—–æø¡Àîá∞ËÓ^ÞDÀŸ∫Õ∞Â≤ƒå”îµ(sh®¥)å¶∫∏≤ƒ¡˜◊É––ûÈ,°¢úÿ∂»àˆ“‘º∞ë™◊ɬ µƒ”∞Ìë,£¨ΩYπ˚»ÁàD 13 À˘ 棨îá∞ËÖ^(q®±)∫∏≤ƒµƒë™◊ɬ ∫Õ‘ŸΩYæßæß¡£≥þ¥ÁÎSîá∞ËÓ^ÞDÀŸµƒÃ·∏þ∂¯‘ˆ¥Û,£¨îá∞ËÖ^(q®±)æß¡£≥þ¥ÁÎS∞Â≤ƒå”îµ(sh®¥)µƒ‘ˆº”∂¯úp–°,°£
640-16.jpg (33.56 KB, œ¬ðd¥Œîµ(sh®¥): 84)
œ¬ðd∏Ωº˛
2024-3-1 09:52 …œÇ˜
640-17.jpg (48.7 KB, œ¬ðd¥Œîµ(sh®¥): 89)
œ¬ðd∏Ωº˛
2024-3-1 09:52 …œÇ˜
3.2 îá∞˃¶≤¡≥…–ŒÊV∫œΩµƒΩMøó≈c–‘ƒÐ
îá∞˃¶≤¡‘ˆ≤ƒ÷∆‘Ïòãº˛µƒ≥…–ŒŸ|¡ø≈c‘≠¡œÓê–Õ√Ы–œýÍP£¨”…”⁄…Ô√≈∆ÃñÊV∫œΩµƒ÷∆ljπ§Àá≥… Ï,°¢ø…∑Ä(w®ßn)∂®µÿ…˙Æa∑€≤ƒ,°¢Ωz≤ƒ°¢∞Â≤ƒµ»∂ý∑N–Œ Ω,£¨“Ú¥Àîá∞˃¶≤¡≥…–ŒµƒÊV∫œΩ“‘…ÃòI(y®®)≈∆ÃñûÈ÷˜,£¨∞¸¿® AZœµ¡–∫Õ WE œµ¡–ÊV∫œΩ°£±Ì 7 øÇΩY¡Àîá∞˃¶≤¡≥…–ŒÊV∫œΩµƒΩMøóÃÿ’˜≈c¡¶åW–‘ƒÐ,°£ÍP◊¢π´±äÃñ: ‘ˆ≤ƒ÷∆‘Ï¥T≤©¬ì(li®¢n)√À,£¨√‚ŸM´@»°∫£¡ø‘ˆ≤ƒŸY¡œ£¨æ€Ωπ‘ˆ≤ƒ÷∆‘Ï—–æø≈cπ§≥Ãë™”√,£°
640-18.jpg (54.57 KB, œ¬ðd¥Œîµ(sh®¥): 102)
œ¬ðd∏Ωº˛
2024-3-1 09:52 …œÇ˜
640-19.jpg (60.05 KB, œ¬ðd¥Œîµ(sh®¥): 90)
œ¬ðd∏Ωº˛
2024-3-1 09:52 …œÇ˜
4 ΩY’ì≈c’πÕ˚
(1) ÎS÷¯‘ˆ≤ƒ÷∆‘ÏÊV∫œΩ‘⁄∫Ωø’∫ΩÃÏ,°¢Ðâµ¿ΩªÕ®°¢–¬ƒÐ‘¥,°¢…˙ŒÔ·t(y®©)”√µ»ÓI”Úµƒë™”√∑∂á˙≤ªîýîU¥Û,£¨Ç˜Ωy(t®Øng)ª˘”⁄∑€ƒ©“±Ωπ§ÀáÈ_∞l(f®°)µƒ…Ô√≈∆ÃñÊV∫œΩ∑€ƒ©üo∑®∫Ð∫√ùM◊„‘ˆ≤ƒ÷∆‘Ϻº–gµƒÃÿ ‚“™«Û£¨∆»«––Ë“™È_∞l(f®°)‘ˆ≤ƒ÷∆‘Ï壔√µƒæþ”–Ãÿ∂®≥…∑÷,°¢–Œ√≤∫Õ¡£∂»µƒÊV∫œΩ∑€ƒ©Ûwœµ,£¨Õ¨ïrÕÍ…∆‘≠≤ƒ¡œµƒ‘uÉr∑Ω∑®°£
(2) ‘ˆ≤ƒ÷∆‘Ϻº–g÷±Ω”÷∆ljµƒÊV∫œΩòãº˛Õ˘Õ˘¥Ê‘⁄“ª∂®µƒø◊œ∂,°¢¡—ºy,°¢äAÎsŒÔµ»»±œð£¨”–±ÿ“™È_∞l(f®°)þmÆî?sh®¥)ƒ∫ÛÃé¿Ìπ§À�,£¨Õ®þ^±Ì√Ê∏ƒ–‘,°¢ü·º”π§◊É–Œµ»∑Ω∑®∏ƒ…∆òãº˛µƒΩMøóΩYòãÅÌ÷∏þ∆‰æC∫œ¡¶åW–‘ƒÐ£¨“‘þmë™∏¸º”á¿ø¡µƒ π”√ólº˛,°£
(3) ¨F(xi®§n)ÎA∂Œå¶”⁄‘ˆ≤ƒ÷∆‘ÏÊV∫œΩ∑˛“€–‘ƒÐµƒ—–æø÷˜“™ºØ÷–‘⁄¡¶åW–‘ƒÐ,£¨øºë]µΩòãº˛‘⁄åçÎH∑˛“€þ^≥Ã÷–ø…ƒÐÕ¨ïr еΩðd∫…≈c∏ØŒgµƒÒÓ∫œ◊˜”√£¨∫Û¿m(x®¥)뙺”èäå¶òãº˛∏ØŒg––ûÈ,°¢ë™¡¶∏ØŒg––ûÈ,°¢∏ØŒg∆£Ñ⁄––ûȵƒ—–æø,£¨“‘ë™å¶≤ªÕ¨µƒ∑˛“€π§õr°£
|
…œ“ª∆™£∫‘ˆ≤ƒ÷∆‘Ï––òI(y®®)Ωõù˙µÕ√‘£øÕ®”√Îäö‚,°¢Œ˜Œð÷∆Ñ”“‘º∞¿◊…Òπ´Àæ≈ƒŸu3D¥Ú”°ôCœ¬“ª∆™£∫3D Printing Corporation¿˚”√∂ýŒÔ¿Ìàˆ∑¬’ʺº–g÷∏þROI
|









 ’≤ÿ
’≤ÿ ÞD≤•
ÞD≤• ÷ß≥÷
÷ß≥÷ ∑¥å¶
∑¥å¶
 æ©π´æW∞≤lj11010802043351
æ©π´æW∞≤lj11010802043351