來(lái)源:材料科學(xué)與工程
鎂合金是目前最輕的工程結(jié)構(gòu)材料之一,,其密度約為1.8g/cm3,相當(dāng)于鋁的2/3和鐵的1/4,。是目前輕量化的理想材料,,在汽車、軌道交通,、航空航天,、信息產(chǎn)業(yè)和能源工業(yè)等領(lǐng)域均有重要的應(yīng)用潛力。目前制備鎂合金的主要方法為鑄造與擠壓技術(shù),。
但受凝固速度與熱梯度的影響,,鑄件通常存在致密度低、氣孔,、裂紋等缺陷,,同時(shí)鑄件的晶粒粗細(xì)分布不均,力學(xué)性能較差,。相比于鑄造技術(shù),,熱擠壓能夠通過(guò)動(dòng)態(tài)再結(jié)晶行為有效地細(xì)化組織,,提升機(jī)械性能,。然而,鎂合金的塑性變形往往需要在較高的溫度下激活更多的滑移系,,以獲得良好的加工塑性,。但是,鎂的親氧性與疏松的氧化膜缺陷極易導(dǎo)致鎂合金在成形過(guò)程中發(fā)生氧化夾雜等缺陷,。鎂及其合金在高溫下會(huì)形成松散和多孔的非保護(hù)性氧化膜,。氧化過(guò)程中產(chǎn)生的熱量會(huì)加劇進(jìn)一步的氧化,,溫度可能高達(dá)2850℃(高于1170℃的鎂沸點(diǎn)),同時(shí)鎂的飽和蒸氣壓非常高,,在高溫下有可能發(fā)生爆炸,,造成制備中的危險(xiǎn)。此外,,鑄造與擠壓技術(shù)在生產(chǎn)較復(fù)雜構(gòu)件時(shí)往往需要繁瑣的減材加工與后處理工藝,,這不僅造成了原材料的浪費(fèi),同時(shí)降低了生產(chǎn)效率,。
增材制造技術(shù)在制備高性能和個(gè)性化零件方面引起企業(yè)與研究者極大的興趣,。與傳統(tǒng)的減法加工方法相比,增材制造零件設(shè)計(jì)不受形狀限制,。同時(shí)由于冷卻速度快,,鎂合金的晶粒細(xì)化、固溶強(qiáng)化與析出強(qiáng)化機(jī)制將會(huì)得到大大的增強(qiáng),,其零件的機(jī)械性能明顯高于鑄造產(chǎn)品,,甚至達(dá)到鍛件水平。因此,,增材制造技術(shù)對(duì)鎂合金的構(gòu)件的設(shè)計(jì)與制備開辟了一個(gè)全新并附有挑戰(zhàn)性的探索領(lǐng)域,。在面向大構(gòu)件的鎂合金制造中,電弧增材制造技術(shù)因其高沉積速率與不受制造空間的限制,,因此受到了廣泛的關(guān)注,。但鎂合金的電弧增材制造相比鈦及其合金、鋁及其合金,、銅基合金,、鎳基合金和鋼等材料,目前處于探索的初級(jí)階段,。因此,,分析并討論鎂合金電弧增材制造的成形、組織與性能特點(diǎn)以及質(zhì)量?jī)?yōu)化策略顯得尤為重要,,基于此,,重慶大學(xué)李坤教授聯(lián)合潘復(fù)生院士團(tuán)隊(duì)對(duì)此進(jìn)行了研究與總結(jié),相關(guān)文章以題為“高性能鎂合金電弧增材制造技術(shù)研究現(xiàn)狀與展望”發(fā)表在《機(jī)械工程學(xué)報(bào)》上,。
論文鏈接:https://link.cnki.net/urlid/11.2187.TH.20240123.1210.028

640.jpg (76.74 KB, 下載次數(shù): 123)
下載附件
2024-3-19 09:47 上傳
高性能鎂合金已成為運(yùn)載裝備輕量化的重要發(fā)展方向之一,,而鎂合金因其自身活潑的性質(zhì)和較差的室溫加工性,在傳統(tǒng)制造技術(shù)中受到了很大限制,。電弧增材制造(Wire arc additive manufacturing,,WAAM)是以絲材為原料,通過(guò)電弧將絲材逐層熔化堆積形成致密金屬零部件的過(guò)程,,屬于直接能量沉積增材制造技術(shù),,因其沉積速率高,、制造空間大、成形穩(wěn)定,、過(guò)程安全等特點(diǎn)成為高性能鎂合金先進(jìn)制備的重要手段之一,。本文系統(tǒng)綜述了目前電弧增材制造鎂合金的研究現(xiàn)狀,重點(diǎn)綜述了目前電弧增材制造技術(shù)以及其沉積態(tài)鎂合金在成形,、組織與性能上的特點(diǎn),。同時(shí)針對(duì)鎂合金在制備過(guò)程中的熱循環(huán)、熱累積,、性能薄弱等問(wèn)題,,總結(jié)了制備過(guò)程中的原位加工、鎂合金焊絲設(shè)計(jì),、電弧成形精度控制與熱處理優(yōu)化等研究與現(xiàn)狀,。根據(jù)已有研究指出了電弧增材制造鎂合金存在的瓶頸問(wèn)題并提出該領(lǐng)域需要發(fā)展與改進(jìn)的方向。從而更好為該領(lǐng)域的研究者提供有價(jià)值的信息與展望,。
640-1.jpg (63.52 KB, 下載次數(shù): 106)
下載附件
2024-3-19 09:47 上傳
圖1 不同電弧增材制造設(shè)備簡(jiǎn)圖:(a)熔化極氣體保護(hù)焊,,(b)鎢極氣體保護(hù)焊,(c)等離子氣體保護(hù)焊,,(d)冷金屬過(guò)渡焊,,(e)不同制造工藝對(duì)比圖
640-2.jpg (110.9 KB, 下載次數(shù): 130)
下載附件
2024-3-19 09:47 上傳
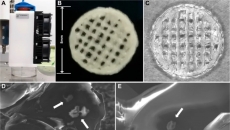
圖2 鎂合金電弧增材制造的氧化物和孔隙分布
640-3.jpg (109.99 KB, 下載次數(shù): 117)
下載附件
2024-3-19 09:47 上傳
圖3 不同過(guò)程參數(shù)、路徑與輸入頻率和打印模式的鎂合金增材制造
640-4.jpg (66.45 KB, 下載次數(shù): 123)
下載附件
2024-3-19 09:47 上傳
圖4 WAAM制造過(guò)程中熱循環(huán),、熱梯度和機(jī)械性能
640-5.jpg (85.17 KB, 下載次數(shù): 116)
下載附件
2024-3-19 09:47 上傳
圖5 不同層厚度的熱傳導(dǎo)模式
640-6.jpg (92.81 KB, 下載次數(shù): 137)
下載附件
2024-3-19 09:47 上傳
圖6 KGT模型和CET模型
640-7.jpg (114.79 KB, 下載次數(shù): 149)
下載附件
2024-3-19 09:47 上傳
圖7 鑄造AZ31和WAAM AZ31的腐蝕性能
640-8.jpg (140.22 KB, 下載次數(shù): 126)
下載附件
2024-3-19 09:47 上傳
圖8 空冷和液氮冷卻性能及設(shè)備
640-9.jpg (144.14 KB, 下載次數(shù): 127)
下載附件
2024-3-19 09:47 上傳
圖 9 WAAM+層間FSP制造的示意圖
640-10.jpg (77.12 KB, 下載次數(shù): 129)
下載附件
2024-3-19 09:47 上傳
圖10 鎂及鎂合金的性能及應(yīng)用
電弧增材制造受沉積高度的影響,,其每一沉積層熱傳導(dǎo)效率相比與上一層均有較大的不同,由此會(huì)導(dǎo)致每一沉積層的外部尺寸發(fā)生改變,。此外,,由于熔滴不穩(wěn)定性與每一層起/滅弧引發(fā)的熱輸入能量突變,由此累積的誤差將最終引發(fā)沉積構(gòu)件精度上的問(wèn)題,。因此,,鎂合金電弧增材制造工藝的穩(wěn)定性和可重復(fù)性的問(wèn)題成為高性能鎂合金發(fā)展的主要障礙。而對(duì)增材制造技術(shù)來(lái)講,,熱源是決定著成形,、組織與性能最為關(guān)鍵的因素。而對(duì)于具有較窄凝固區(qū)間鎂合金的來(lái)講,,鎂合金的可成形工藝區(qū)間范圍較小,,因此對(duì)于每一沉積層的精心控制是至關(guān)重要的,。因此WAAM的對(duì)電弧成形的精度控制將成為解決該問(wèn)題的最為關(guān)鍵的方法之一。
640-11.jpg (89.13 KB, 下載次數(shù): 117)
下載附件
2024-3-19 09:47 上傳
圖11 WAAM參數(shù)及熔池信息的在線監(jiān)控-閉環(huán)控制系統(tǒng)
除了設(shè)備與過(guò)程參數(shù)的設(shè)計(jì)與優(yōu)化,,熱處理對(duì)于解決組織,、元素分布不均,改善各向異性行為的有效方法之一,。對(duì)于電弧增材制造來(lái)講,,由于各部分受熱循環(huán)程度不同,,不同高度下的組織很可能處于平衡態(tài)與非平衡態(tài)之間,,不同高度下微觀組織對(duì)熱處理的響應(yīng)機(jī)制不同,,由此會(huì)導(dǎo)致組織粗化、欠/過(guò)時(shí)效等現(xiàn)象,,現(xiàn)有鑄造,、擠壓、激光增材制造等技術(shù)的熱處理制度可能難以適用電弧增材制造樣品,。因此,,在未來(lái)通過(guò)實(shí)驗(yàn)與理論建立適用于電弧增材制造鎂合金的熱處理新制度也是高性能鎂合金發(fā)展需要解決的關(guān)鍵問(wèn)題之一。
640-12.jpg (139.44 KB, 下載次數(shù): 135)
下載附件
2024-3-19 09:47 上傳
圖12 WAAM-AZ80M 合金在不同熱處理?xiàng)l件下的OM,,SEM,,硬度以及拉伸性能
高性能鎂合金正成為輕量化、綠色化,、經(jīng)濟(jì)化的結(jié)構(gòu)件的發(fā)展的需求之一,。電弧增材制造因其自身的高沉積速率、高速冷卻,、極大的空間自由度,,正逐漸成為制備低缺陷、高性能鎂合金的制備的關(guān)鍵技術(shù)之一,。電弧增材制造成形目前存在一大問(wèn)題是精度問(wèn)題,,通常通過(guò)改變電弧參數(shù)可以一定程度上優(yōu)化成形問(wèn)題,但由于起弧,、滅弧的高度不穩(wěn)定,,以及不斷變化的熱場(chǎng)會(huì)導(dǎo)致誤差的不斷積累,未來(lái)對(duì)于閉環(huán)控制系統(tǒng)的開發(fā)有助于提高電弧增材制造自動(dòng)化程度,,并降低制造成本,、提高生產(chǎn)效率,為電弧增材制造鎂合金產(chǎn)業(yè)化提供支持,。此外,,電弧增材制造鎂合金因不同高度下的組織對(duì)同一熱制度下的熱處理響應(yīng)程度不同,會(huì)導(dǎo)致組織粗化,、欠\過(guò)時(shí)效等現(xiàn)象,,目前針對(duì)不同組織形態(tài)分布定制化的熱處理工藝還未有報(bào)道。因此,,在未來(lái)開發(fā)出針對(duì)電弧增材制造鎂合金的熱處理手段與設(shè)備是解決該問(wèn)題的關(guān)鍵技術(shù)之一,。同時(shí),也應(yīng)當(dāng)考慮能夠利用電弧增材制造技術(shù)過(guò)程中的原位固溶與原位時(shí)效效應(yīng),,通過(guò)進(jìn)一步的研究與調(diào)控構(gòu)件熱歷史,,將沉積時(shí)的原位熱處理作為代替?zhèn)鹘y(tǒng)熱處理的手段,,有望極大提升構(gòu)件的生產(chǎn)效率與降低成本。
640-13.jpg (72.77 KB, 下載次數(shù): 135)
下載附件
2024-3-19 09:47 上傳
圖13 電弧增材制造鎂合金發(fā)展趨勢(shì)
|








 收藏
收藏 轉(zhuǎn)播
轉(zhuǎn)播 支持
支持 反對(duì)
反對(duì)
 京公網(wǎng)安備11010802043351
京公網(wǎng)安備11010802043351