��Դ�����ղ��όW(xu��)��(b��o)
���ߣ���Ƹ
��21���o(j��)�ԁ�,���S��������܇�����պ��켼�g(sh��)�Ŀ��ٰl(f��)չ,���ߏ�(qi��ng)�X�Ͻ�(g��u)����u����ͻ�,��һ�w������(f��)�s������l(f��)չ�����y(t��ng)���X�Ͻ��Ƃ䷽�����ڼӹ������L,���ɱ���,���׳��F(xi��n)ȱ�ݵȆ��}�������ۻ����e���g(sh��)�����������칤ˇ��һ�N,�������Ƃ����ڶ�,���ɱ��͡������|(zh��)���ߵȃ�(y��u)�c(di��n),���ɞ��˸ߏ�(qi��ng)�X�Ͻ�(g��u)���Ƃ����Ҫ�ֶ�֮һ,�����y(t��ng)�����ۻ����e���g(sh��)���ü������ڻ��w�����γ��۳أ���ĩ�M(j��n)���۳غ��ܟ��ۻ�,�����ڳ����ټ����ۻ����e�^����,����ĩ���۳��Ϸ��ڼ���ӟ��°l(f��)���ۻ����H������ĩ���۳����ۻ�,��
�F(xi��n)�A��,�������ټ����ۻ����e��Ҫ����䓡��ߜغϽ������ı����۸�,���rҊ����Al-Mg-Sc�ߏ�(qi��ng)�X�Ͻ�ij����Ƃ�,����ȱ���������@�M�������W(xu��)���ܵȾ��д���ʾ,��ᘌ�(du��)�F(xi��n)���������켼�g(sh��)���eЧ�ʵ��@һ���},���������Գ����ټ����ۻ����e���g(sh��)�M(j��n)��Al-Mg-Sc�ߏ�(qi��ng)�X�Ͻ�������������о���̽�����e�B(t��i)�M���c���W(xu��)��������,�������������ʌ�(du��)�M��,��ȱ�ݼ����W(xu��)���ܵ�Ӱ�Ҏ(gu��)�ɣ�����ESCAAS��(sh��)ֵģ�Mܛ���ğ�����(qi��ng)����������՟o�W(w��ng)��(du��)�����^���M(j��n)��ģ�M,�����挍(sh��)��ĩ���ܣ��ߴ��С,���Π�ȣ�����ݔ�룬��(du��)��ĩ�w���ͻ��w�Ĝض�,��������Π���׃���M(j��n)��Ԕ��(x��)����,��

640 2.jpg (76.99 KB, ���d��(sh��): 160)
���d����
2024-4-16 09:56 �ς�
Փ��朽ӣ�https://jam.biam.ac.cn/CN/10.11868/j.issn.1005-5053.2023.000098
���(n��i)��
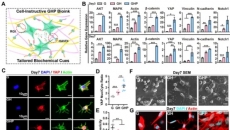
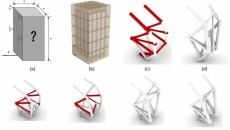
�D1��c��չʾ�˼����ۻ����e��ԭ���������w���ڇ����·�,���Ͻ��ĩԭ���ڼ����������ۻ�,���γ��۳صõ�����(qi��ng)�X�Ͻ��ٽ�(j��ng)�^��ĥ������,����ȡ��ɵõ���(sh��)�(y��n)���õĘ�(bi��o)��(zh��n)ԇ��Ʒ,����D2��a����ʾ���Ͻ��ĩԭ�ϵĻ��W(xu��)�ɷ֞�Al-5Mg-0.5Sc-0.9Mn-0.35Zr-Si-0.6Ti-0.5Cu-0.25Cr���|(zh��)����?j��n)?sh��)/%��,������w�����ֲ���D1��a����ʾ,��
640.jpg (196.21 KB, ���d��(sh��): 150)
���d����
2024-4-16 09:56 �ς�
�D1 ԭ�Ϸ�ĩ������R��Ƭ��a�����w�����ֲ�����b�������ټ����ۻ����eʾ��D,����c�������ۻ����eԭ��D,��
�D2 ����ԇ�ӣ�a����Ʒ��Ƭ����b����Ʒ�ߴ�,��
��(du��)�Ƃ�Ę�Ʒ�M(j��n)�����쌍(sh��)�(y��n),������ҕ�l����Ӌ(j��)ӛ�λ�ƣ�ͬ��ӛ䛙M���d�ɵõ��d��-λ������,�����L�Ƴ���D3��ʾ�đ�(y��ng)��-��(y��ng)׃����,��
�D3 �����ټ����ۻ����eAl-Mg-Sc�Ͻ�ͬ�����ٶȳ��Θ�Ʒ��(y��ng)��-��(y��ng)׃������
�D4�鳬���ټ����ۻ����e��������Al-Mg-Sc�Ͻ��Ʒ�Ē�����R��Ƭ,���ɈD4�ɿ���,����Ʒ��(n��i)������,���o�Ѽy,���A�s��δ�ۺϵ�ȱ�ݴ��ڣ������������ߴ���200 ��m���µĚ��,���Қ�ה�(sh��)���S���������ʵ��������@�p��,��
640-3.jpg (18.04 KB, ���d��(sh��): 158)
���d����
2024-4-16 09:56 �ς�
�D4 �����ټ����ۻ����eAl-Mg-Sc�Ͻ�ͬ�������ʳ��Θ�Ʒ�ă�(n��i)�����(a)0.1 m/s��(b) 0.4 m/s,��(c) 1 m/s,��
�D5~7�鲻ͬ���������³��Θ�Ʒ�M(j��n)��EBSD�����õ�ODF�D���ٷքe�xȡ����ϕ2=0��,��45��,��90�㿗��(g��u)�����M(j��n)�з����,����Կ����������ʞ�0.1 m/s��0.4 m/s�Ę�Ʒ�����@�ķ�ֵ,�������ϱ��F(xi��n)��һ���������@�ĸ�����,�����������ʞ�1 m/s�Ę�Ʒ�в��]�����@�ķ�ֵ���f����δ�����@�Ŀ���(g��u)ȡ��,��
640-4.jpg (73.08 KB, ���d��(sh��): 174)
���d����
2024-4-16 09:56 �ς�
�D5 ��������0.1 m/s���Θ�Ʒ��ODF�D
640-5.jpg (74.2 KB, ���d��(sh��): 161)
���d����
2024-4-16 09:56 �ς�
�D6 ��������0.4 m/s���Θ�Ʒ��ODF�D
640-6.jpg (71.96 KB, ���d��(sh��): 160)
���d����
2024-4-16 09:56 �ς�
�D7 ��������1 m/s���Θ�Ʒ��ODF�D
�D8�鼤���1500 W,����������0.1 m/s�r(sh��)���������������Ӻͻ��w��׃�Θ�(g��u)�ͺ͜ضȷֲ��S�r(sh��)�g��׃��,�,����ڟ�����(qi��ng)����������՟o�W(w��ng)��(sh��)ֵģ�M�������õ��˷�ĩ�w���ͻ��w�Ĝضȡ�������Π���׃��Ԕ��(x��)����,��
640-7.jpg (70.45 KB, ���d��(sh��): 140)
���d����
2024-4-16 09:56 �ς�
�D8 �����ټ����ۻ����e����ģ�M�����������0.1 m/s�r(sh��)�A(y��)�y(c��)�ķ�ĩ�w���ͻ��w��׃���ΑB(t��i)�͜ضȷֲ�,��
��ͬ�r(sh��)�g�c(di��n)��Ӱ푅^(q��)�ӽY(ji��)�όӵĺ��׃����D9(a)��(b)��ʾ,���S���r(sh��)�g������,����������ӣ���ͬ�������������̺�Ľ���D��D9(c),��(d)��ʾ,���S���������ʵ���ߣ����e�ӱ���İ��̶������@�Ľ���,��
640-8.jpg (42.68 KB, ���d��(sh��): 141)
���d����
2024-4-16 09:56 �ς�
�D9 �����ټ����ۻ����eAl-Mg-Sc�Ͻ����ģ�M��ͬ�������ʳ��Θ�Ʒ����D��a��0.4 m/s,��0.5 ms����b��0.4 m/s,��2 ms,����c��0.4 m/s���̺�d��1 m/s���̺�,��
�D10չʾ���ߏ�(qi��ng)�X�Ͻ��Ʒ��϶���S����������ʵ�����ڲ��ཱུ��,����ԭ������D9��c������d����ʾ,���^�ߵĒ������ʜp���˷�ĩ���ϵĶѷe,���M(j��n)�����͈D�ӿ�϶�ʡ�
640-9.jpg (51.9 KB, ���d��(sh��): 152)
���d����
2024-4-16 09:56 �ς�
�D10 �����ټ����ۻ����eAl-Mg-Sc�Ͻ��Ʒ��϶���S�����������׃��
�Y(ji��)Փ
(1)�����ټ����ۻ����e�X�Ͻ��@�M������,���M���ʬF(xi��n)����ĵ��S��(x��)��,����Ʒ���W(xu��)�����S��������׃������(d��ng)���������^�ߕr(sh��)���ڿ�϶���^�͵�ԭ��?q��)������W(xu��)���ܸ���,���˕r(sh��)�������(qi��ng)�Ȟ�303 MPa,���������L�ʞ�22.5%��
(2)���ß�����(qi��ng)����������՟o�W(w��ng)���A(y��)�y(c��)���������ĩ�ۻ���׃�^�̼��۳�?z��)�?d��ng)���W(xu��)�О�,���Ͻ��ĩ�ڿ��ЅR��,����ײ��ܛ��,���ۻ��γɿ����۳غ�,���ڻ��w���ں������γɳ��e�ӣ��S�����ٶ�����,���Π�څ���ڱ��L,����������(ch��ng)�ֲ�����?y��n)��؟(z��)�Դ���ď�������?br />
(3)��(sh��)ֵģ�M�о�����������ʌ�(du��)���W(xu��)���ܵ�Ӱ푣������^��ļ�����������ܜp�ٷ�ĩ���ϵĶѷe,������Ϳ�ӿ�϶��,������������W(xu��)����,���Y(ji��)���c��(sh��)�(y��n)�Y(ji��)�����Ǻϡ�
|






 �ղ�
�ղ� �D(zhu��n)��
�D(zhu��n)�� ֧��
֧�� ����(du��)
����(du��)
 �����W(w��ng)����11010802043351
�����W(w��ng)����11010802043351