來源:材料科學與工程
電弧定向能量沉積(Wire arc-directed energy deposition,,WADED,,又稱電弧增材制造)技術適用于大尺寸,、中低復雜程度金屬零件一體化快速制造,。不可熱處理強化Al-Mg合金是航空航天、軌道交通和船舶制造領域大型構(gòu)件重要輕質(zhì)材料,,采用WADED制造的Al-Mg構(gòu)件存在氣孔缺陷多發(fā),、組織粗大和強度不足等問題,嚴重制約了該技術的工程應用推廣,。激光沖擊強化(Laser shock peening,,LSP)技術具有強化效果顯著,、可達性高和對零件尺寸精度影響小等優(yōu)勢,,被應用于多種材料體系增材制造構(gòu)件中。通過激光沖擊強化產(chǎn)生表面塑性變形可閉合增材構(gòu)件近表面氣孔和細化微觀組織,,并產(chǎn)生較明顯的加工硬化,,強度提升的同時導致塑性降低。
基于此,,北京航空航天大學機械工程及自動化學院郭偉教授團隊設計了一種激光沖擊強化+退火策略,,通過LSP閉合WADED鋁合金近表面氣孔,產(chǎn)生加工硬化效果,。進一步通過退火處理調(diào)控LSP產(chǎn)生的梯度結(jié)構(gòu),,從而改善增材制造鋁合金構(gòu)件的強度與塑性,。結(jié)果表明,LSP產(chǎn)生的塑性變形可以有效閉合近表面氣孔,,形成無缺陷區(qū),;促進近表面區(qū)域晶粒細化、產(chǎn)生大量小角度晶界(LAGBs)和高密度位錯,,從而顯著提高強度,;同時由于位錯容納能力的下降導致塑性變差。退火過程中,,LSP在近表面區(qū)域產(chǎn)生的高密度位錯和高儲存能加速再結(jié)晶,,促進晶粒再生長;在保留無缺陷區(qū)和“硬-軟-硬”梯度結(jié)構(gòu)的同時,,消除部分位錯和LAGBs,,減弱LSP引起的加工硬化,顯著提高延伸率,。無缺陷區(qū),、位錯強化和LAGBs強化是強度提高的主要原因,具有梯度力學性能的表面硬化層和內(nèi)部軟化層之間的協(xié)同變形促進塑性顯著提高,。通過平衡LSP產(chǎn)生的硬化效果和退火產(chǎn)生的軟化效果,,可實現(xiàn)WADED鋁合金強度和塑性協(xié)同提升。研究結(jié)果為電弧增材制造結(jié)構(gòu)強塑性協(xié)同優(yōu)化提供了理論指導和技術支撐,。
相關研究成果以“Tailoring properties of directed energy deposited Al-Mg alloy by balancing laser shock peening and heat treatment”為題發(fā)表在材料科學與工程權(quán)威期刊《Journal of Materials Science & Technology》上,。

640.jpg (76.45 KB, 下載次數(shù): 288)
下載附件
2024-5-28 14:17 上傳
論文鏈接:https://doi.org/10.1016/j.jmst.2024.03.051
640-1.jpg (85.87 KB, 下載次數(shù): 256)
下載附件
2024-5-28 14:17 上傳
圖1 WADED鋁合金激光沖擊強化+退火工藝流程:(a)WADED;(b)雙面激光沖擊強化,;(c)退火
LSP引發(fā)塑性變形促進WADED鋁合金近表面氣孔閉合,,形成一定深度的無缺陷區(qū),在合理的低溫退火處理后,,無缺陷區(qū)依然保留,。通過μCT斷層掃描技術進行了氣孔三維特征統(tǒng)計分析,結(jié)果表明大尺寸氣孔存在層間偏聚傾向,,LSP可以顯著減少一定作用深度范圍內(nèi)的氣孔數(shù)量,。
640-2.jpg (119.89 KB, 下載次數(shù): 241)
下載附件
2024-5-28 14:17 上傳
圖2 WADED鋁合金經(jīng)過激光沖擊強化及退火工藝后氣孔分布特征:(a)近表面氣孔特征,強化后出現(xiàn)無缺陷區(qū),;(b-c)LSP前后試樣氣孔三維特征
LSP可以促進晶粒細化,,并誘導大量小角度晶界(LAGBs)和超高密度位錯結(jié)構(gòu);晶粒尺寸,、LAGBs和位錯密度沿深度方向呈梯度演變,。經(jīng)LSP處理的樣品在退火過程中更容易發(fā)生再結(jié)晶和晶粒粗化,LAGBs和位錯密度顯著下降,。
640-3.jpg (156.23 KB, 下載次數(shù): 255)
下載附件
2024-5-28 14:17 上傳
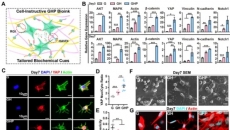
圖3 不同處理條件下樣品的EBSD結(jié)果:(a-d)沉積態(tài),、LSP,、LSP+退火和沉積態(tài)+退火;(e)距離表面不同深度區(qū)小角度晶界長度統(tǒng)計,;(f)取樣示意
640-4.jpg (174.66 KB, 下載次數(shù): 276)
下載附件
2024-5-28 14:17 上傳
圖4 距離樣品表面不同深度位錯形貌:(a)沉積,;(b)LSP樣(c)LSP+退火
通過研究距離表面不同深度位置顯微硬度、殘余應力和拉伸性能,,揭示了LSP,、LSP+退火樣品中存在力學性能梯度分布特征,具有由表面硬化層和內(nèi)部軟化層組成的“硬-軟-硬”復合結(jié)構(gòu),。
640-5.jpg (106.11 KB, 下載次數(shù): 254)
下載附件
2024-5-28 14:17 上傳
圖5 沿深度方向梯度力學性能表征特征:(a)硬度分布,;(b)殘余應力分布;(c,,d)不同深度拉伸性能
LSP樣品的屈服強度,、抗拉強度和伸長率分別為194.3MPa(較沉積態(tài)提高46%)、350.9MPa(提高23%)和15.1%(降低8%),。經(jīng)退火后,,屈服強度(158.3MPa)和抗拉強度(294.2MPa)降低,伸長率顯著提升(27.2%),。
640-6.jpg (76.5 KB, 下載次數(shù): 261)
下載附件
2024-5-28 14:17 上傳
圖6 沉積態(tài),、LSP和LSP+退火樣品拉伸性能:(a,b)拉伸性能結(jié)果,;(c)當前研究工作拉伸性能與常見強化方法對比
無缺陷區(qū)增加了增材樣品的實際承載面積,,殘余壓應力可緩解殘留氣孔周圍的應力集中,阻礙裂紋的萌生和擴展,;近表面區(qū)域由于顯著的位錯強化和LAGBs強化形成了高強度硬化層,,從而顯著提高樣品的整體強度。表面硬化層與內(nèi)部軟化層在拉伸變形過程中的協(xié)同變形有利于提高樣品整體的位錯存儲能力,,從而提高樣品的塑性,。
640-7.jpg (104.24 KB, 下載次數(shù): 269)
下載附件
2024-5-28 14:17 上傳
圖7 LSP+退火工藝對WADED鋁合金強度提高機理示意圖
明顯的無缺陷區(qū)和微觀組織演變需要采用高功率密度激光或多次LSP進行表面強化,以保證在樣品表面產(chǎn)生足夠的表面塑性變形,;但同時帶來加工硬化,,一定程度降低樣品塑性。通過退火工藝,,消除過量位錯和LAGBs,,同時保持無缺陷區(qū)和梯度微觀組織,從而恢復塑性,。通過平衡LSP硬化和退火軟化可實現(xiàn)WADED鋁合金構(gòu)件強度與塑性協(xié)同提升。
640-8.jpg (113.44 KB, 下載次數(shù): 278)
下載附件
2024-5-28 14:17 上傳
圖8 基于平衡LSP與退火作用的強塑性協(xié)同提升策略
引用格式:Dai W, Guo W, Xiao J, et al. Tailoring properties of directed energy deposited Al-Mg alloy by balancing laser shock peening and heat treatment, J. Mater. Sci. Technol. 2024, 203: 78-96. https://doi.org/10.1016/j.jmst.2024.03.051
|
 收藏
收藏 轉(zhuǎn)播
轉(zhuǎn)播 支持
支持 反對
反對








 京公網(wǎng)安備11010802043351
京公網(wǎng)安備11010802043351