��Դ�� �������켼�g(sh��)ǰ��
���գ�������ͨ��W(xu��)�R����Ժʿ,�����W(xu��)�������ڈF��ڶ����������e�������켼�g(sh��),���l(f��)����һ�N�µĽ����B�m(x��)�w�S������(f��)�ϲ��ϵ��������켼�g(sh��)���״Ό��F(xi��n)����w�S�����X��TFRA����(g��u)��������,���C�����W(xu��)���ܵõ����������,������CMT���ļ��g(sh��),��ͨ�^���Ɵ���ݔ��,�����Ա�����w�S�z�IJ����ۻ������F(xi��n)���B�m(x��)��w�S�z�������X����(f��)�ϲ��ϵ�ԭλ����,�����P(gu��n)�о��ɹ��ڽ��ڰl(f��)��,�����߈Fꠁ���������ͨ��W(xu��)�����܊���̴�W(xu��)�DŽ������,���K�ݿƼ���W(xu��)�͜��ݴ�W(xu��),��

640.jpg (63.64 KB, ���d��(sh��): 205)
���d����
2024-6-7 15:19 �ς�
https://doi.org/10.1016/j.addma.2023.103445
�о��l(f��)�F(xi��n)ԓ���g(sh��)�Ƃ����w�S�z�ĺ��X�Ͻ���w֮�g�Ľ����ȼs��3-10��m,���o���@�Ѽy�A��,���c�o�w�S�������X�Ͻ�(g��u)����ȣ������w�e�֔�(sh��)��10.5%����w�S��,����w�S�����X��(g��u)�����������ȺͿ������ȷքe�����124%��33%,��ͬ�r����w�S�����X�����_�����ܵõ����,����Ҫ�������X���w�_���^���е��Ѽy�Uչ����w�S�z�������,�������_������ԭ����7.9J���ӵ�18.0J��������128%,���@헼��g(sh��)�������B�m(x��)�w�S�ĸߏ��Ƚ��ٻ���(f��)�ϲ����ṩ���µļ��g(sh��);��(j��ng),��ͬ�r��ֱ���������e�������켼�g(sh��)�Ĺ��̻���(y��ng)�ṩ���µİl(f��)չ����,��
1. ������B
�����X�Ͻ���������p�����ڳ��ͺͼӹ��ă�(y��u)�c,����˱��V�����ں���,�������͙Cе������I(l��ng)������X�Ͻ���ϾC�����W(xu��)�����Dz����_�l(f��)�����}֮һ,���ܶ��W(xu��)���_չ�����P(gu��n)�о�,���������X�Ͻ�����м���Ͻ���Ԫ��Zr��Er�����@�����ӿ�������,��Ȼ��,��ϡ��Ԫ��Sc�ĸ߳ɱ�ÿ0.1%��Sc������s����3��Ԫ/����ijɱ�������߀��Ҫ��̎���M�������{(di��o)��,��ԓ������δ�V����(y��ng)��,��ͨ�^���X���Ͻ��м����w�S���w���γɽ��ٻ���(f��)�ϲ��ϣ�Ҳ�Ǹ��Ʋ������W(xu��)���ܵ���Ҫ����,���B�m(x��)�w�S�����X���w�����@����߲������w�S����ď���,��Ȼ������Ҫ���췽ʽ��ͨ�^�D���T�켼�g(sh��)���H���Ƃ了���Π�����,������,��ͨ�^���돊������SiC��TiC,���մ��w��,��CNT��̼�����w��Ҳ��һ�N��Ч�ķ�����Ȼ��,���о��Y(ji��)������,���X�Ͻ��Ӳ�Ⱥ͏��ȿ������@��ߣ�������(d��o)�������Ժ��g�ԵĽ���,�����,���б�Ҫ�ҵ��µķ�����ͬ�r��ߏ��Ⱥ��g�ԡ�
�������켼�g(sh��)���и߶ȵ��`����,�����Ԟ���Ʋ��������ṩ�µļ��g(sh��);��(j��ng),�����У�����������^�ɣ�CMT�����g(sh��)������߳��e��,���͟���ݔ��������w�R�������ˏV���о��W(xu��)�ߵ��dȤ,��Ȼ����ԓ���g(sh��)�������X�Ͻ�(g��u)��������ڏ��Ȳ���,�����ȱ�ݵȆ��},��Ŀǰͨ�^ʹ�ù�ˇ��(y��u)�����o����ˇ�����g׃�Σ��ȷ������Ƃ�IJ��ϙCе���Ȼ������ԝM���ĵĘ˜�Ҫ�����y�@�ø���(y��u)Խ������,����������,��ͨ�^����CMT늻��۽z��������w�S�����X�Ͻ�TFRA��������ԓ�����cδ�����ij��e�w���,������͛_�����ܵõ��˴��������,���FY(ji��)�Ͻ����@�R�͒�������@�R���X���w����w�S�����w���^�Y(ji��)��(g��u)�Լ��Y(ji��)�Ͻ����M�����^�y�������о���TFRA�����ď��������g�C��,��
2. ����(n��i)��
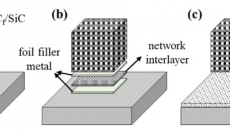
��D1��ʾ,��������ͨ��W(xu��)���W(xu��)���F��ڂ��y(t��ng)��CMT������ĩ��λ�ð��b��һ���ͽz�o���b�ã�ԓ�b�ø��S����ͬ���Ƅ�,���܉�?q��)�Ti64���z��(d��o)��λ����,��������w�S�z�ĸ��S�Cе���\�ӣ����o�����~���ͽz�b��,�����ι�ˇ���ø���˹�X�Ͻ�CMTģʽ,���ͽz�ٶȞ�4.5 m/min���\���ٶȞ�1.8m/min,����Ҫע�����,���^�ߵ�늻���ݔ��������(d��o)��⁺Ͻ�z�İl(f��)���ۻ��������Ҫ�������늻��������늉���75-80A��10-13V��,�������X�Ͻ��۳صĜض������^��,��������ǰ���̵��X�Ͻ��ӵČ�(d��o)��ϵ��(sh��)�ߣ��۳����̿�,�����TFRA��(g��u)���е�⁺Ͻ�z�Ŀ��Ա����ۻ�,����TFRA�ͅ��������Ƃ��˽��ࡢ����͛_���yԇ��Ʒ,��ȡ�ӈD��D2��ʾ,��
640_1.jpg (127.79 KB, ���d��(sh��): 226)
���d����
2024-6-7 15:19 �ς�
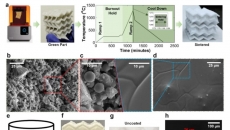
�D1 (a)�w�S�����������칤ˇԭ��D��(b)�w�S�������������b�Ì���D,��(c)�[�Ӵ�ӡ·��ʾ��D,��(d)TFRA��(g��u)����Al5183��Ti64�w�S��X�侀�yԇ�Y(ji��)��
640-1_1.jpg (115.12 KB, ���d��(sh��): 229)
���d����
2024-6-7 15:19 �ς�
�D2 TFRAȡ�ӵ�ʾ��D��(a) TFRA���e�w,��(b) �_��ԇ��,��(c) ����ԇ�ӣ�(d) ����ԇ��,��(e) �ܶȜyԇԇ��
3. �M������
��D3��a���ͣ�b����ʾ,������늻���Դ�IJ�ͬ�ֲ�,����ͬ�^(q��)���Ti64�z�ĵ��^�M���l(f��)����׃��,��SEM��EDS��Ҋ�D4���Y(ji��)���@ʾ��⁽z���ϲ����҂�(c��)���²�,�����挒�ȼs��2-5��m,�����@�����^(q��)������gλ�ö����Կ����^��׃��څ��,�������ڪMխ�Ľ����֮�g������ԭ���w�ƺ͔Uɢ��
640-2.jpg (113.66 KB, ���d��(sh��): 207)
���d����
2024-6-7 15:19 �ς�
�D3 (a)���^��ò,��(b)�w�S����⁺Ͻ�z�ĺ��X�Ͻ���ĵİ�����ò,��(c)늻�����ʾ��D
640-3.jpg (203.84 KB, ���d��(sh��): 246)
���d����
2024-6-7 15:19 �ς�
�D4 �z���ϡ���,����λ�õĽ����SEM��EDS�D,��(a)��(d)��(g)�քe�ǽ��ٽz���Ϻ��X�Ͻ���ĵ���,����,����(c��)���棬�o�Ѽy��δ�ۺϵ�ȱ��,���D5(b),��(e)��(h)�քe���ϡ���,���
^(q��)��IJ��ַŴ�D,���D5(c)��(f)��(i)�Ǹ��^(q��)��Ԫ�ؽM�ɵľ�����D
�X�Ͻ���e�w�Ŀ���(g��u)�ڼӽz��δ�ӽzǰ��o���@׃��,������⁺Ͻ�z�Č�(d��o)��ϵ��(sh��)��,���X�Ͻ�ƽ�������ߴ��څ^(q��)��I�ͅ^(q��)��II�քe��21��6��m��23��6��m���@�����X�Ͻ���w��ƽ�������ߴ磨14��4��m��,��Ti64�z����늻���ݔ��Ӱ푺���<10-10>�z����(g��u)׃?y��u)��?0001>ȡ��,������@�N��r����Ҫԭ������CMT�����^���У�����늻���ݔ��,��⁺Ͻ�z������׃�ض����ϣ��s1000�棩��(j��ng)�v���^�̵ğ�̎���^��,���l(f��)������׃���M���ɵ��S�M���D(zhu��n)׃?y��u)���Ƭ�ӽM��,��
640-4.jpg (319.38 KB, ���d��(sh��): 214)
���d����
2024-6-7 15:19 �ς�
�D5 EBSD�����Y(ji��)��. a��ԭʼTi64�z��,����b��Al5183�X�Ͻ���e�w����c��TFRA���e�w���ϲ����^(q��)��I+���օ^(q��)��II��,����d��TFRA���e�w���²����^(q��)��II��,����e��TFRA���e�w���ϲ��^(q��)��I�IJ��ֽ���^(q��)��f��TFRA���²��^(q��)��II�IJ��ֽ���^(q��)��
640-6.jpg (252.8 KB, ���d��(sh��): 200)
���d����
2024-6-7 15:19 �ς�
�D6 �X�Ͻ����ϲ����²��ĘO�D . (a) �X�Ͻ���ϲ�,��(b) �X�Ͻ���²�,��
640-5.jpg (223.98 KB, ���d��(sh��): 203)
���d����
2024-6-7 15:19 �ς�
�D7 Ti64�Ͻ�ĘO�D��(a) ԭʼ�z��,��(b) ⁺Ͻ��еą^(q��)��I,��(c) ⁺Ͻ��еą^(q��)��II
4. ���W(xu��)����
4.1 ��������
�cδ�������X��(g��u)����ȣ�ͨ�^����10.5%�w�e�֔�(sh��)����w�S�z�ģ�TFRA��(g��u)������������,�����쏊�Ⱥͱȏ��ȷքe�����124%,��33%��25%��ͬ�r,�����L�ʱ�����20%�Ĕ�(sh��)ֵ,���@�c�X�Ͻ�(g��u)��������L���ஔ������ԓ�����Ƃ�ď�(f��)�ϲ��Ͼ������õ�����,��ͨ�^��(f��)�ϲ��ϻ�Ϸ��t������Ԫ��������C,���������ܵ������Ҫ��������w�S�z�ĵ����롣
640-7.jpg (69.4 KB, ���d��(sh��): 208)
���d����
2024-6-7 15:19 �ς�
�D8 ��a��Ti64,��Al5183���e�w��TFRA�����죨��(y��ng)��-��(y��ng)׃������,����b��5ϵ���X�Ͻ�늻�����������������
������ԇ��^���У�ԇ�ӳʬF(xi��n)���p�����^��,����OA�A��,������(y��ng)׃ֵС�ڻ����0.15%���D9����⁺Ͻ���X�Ͻ�̎���p�����A��,���ʬF(xi��n)���������L,������AB�A�Σ��S����(y��ng)׃ֵ������,���X�Ͻ���u�_ʼ����,���@�r��⁺Ͻ���̎�ڏ����A��,�������^B�c�r,����w�S�z�ĺ��X�Ͻ���l(f��)���������S����(y��ng)׃������,�����D(zhu��n)׃Ҏ(gu��)���c�X�Ͻ�ij��e��B(t��i)��ͬ,��
640-8.jpg (100.62 KB, ���d��(sh��): 217)
���d����
2024-6-7 15:19 �ς�
�D9 TFRA����yԇ�й��̑�(y��ng)��-��(y��ng)׃����
4.2 �_������
ʾ���_���yԇ�Y(ji��)���@ʾ��Al5183���e�w���d��-���x�P(gu��n)ϵ�ڛ_���d���_����ֵ֮ǰ�ǽ��ƾ��Ե�,����TFRA��(g��u)���ڛ_���d���_����ֵ֮ǰ���F(xi��n)���d��׃��,���ڛ_��ԇ��d��-���x�����У���������ƫ���c,����w1,��w2��w3���c�������͘�(g��u)�����,��TFRA��(g��u)���ě_�������õ��˘O�����ߣ�128%��,���@������X���w���Ѽy�Uչ����w�S��������ڛ_���^���������˴����ě_������,��
640-9.jpg (88.67 KB, ���d��(sh��): 218)
���d����
2024-6-7 15:19 �ς�
�D10 (a) Al5183 ���e�w�� TFRA ��ʾ���_���Y(ji��)���D,��(b) TFRA �ڛ_���^���нz�����õ�ʾ��D
5. �����ò
�ڽz�ı��沿�օ^(q��)��l(f��)�F(xi��n)�˼s��5-10��m�Ĵ����^�Ɍ�,������Ti64�z�ă�(n��i)��λ��,������ģʽѸ�ُĴ��Ԕ���׃?y��u)��g�Ԕ��ѡ��w�S���ܵ��^������쑪(y��ng)����l(f��)������,������̎���F(xi��n)�����@�Ŀs�i�^��,�����ʬF(xi��n)�������g�C��������w�S�z��������ԇ��б������^�õ�����,��
640-10.jpg (221.17 KB, ���d��(sh��): 221)
���d����
2024-6-7 15:19 �ς�
�D11 (a) TFRA�����Ʒ�Ĕ�����ò,��(b) �X�Ͻ���w�Ĕ�����ò��(c) ⁺Ͻ�z��߅���^�Ʌ^(q��),��(d) ⁺Ͻ�z�w�S�^(q��)-����^(q��)����ò,��(e) ⁺Ͻ�z���w�S�^(q��)��ò��(f) ⁺Ͻ�z����^(q��)����ò
�D12�����ʾ���_���yԇԇ�ӵĔ����ò,��w1��w2�z�ڿ���ȱ�ڵ�λ�Ô���,����w3λ���x�_��ȱ���^�h��λ�ã�w3�z��ֻ�Ǐ�����δ�l(f��)������,���_����Ę�Ʒ�]����ȫ���x,���@�c�D10���@ʾ�ĽY(ji��)��һ�¡�������w�S�z�ĵĴ���,��TFRA���F(xi��n)�����õ��g��,���w�S���ܵ��^������쑪(y��ng)����l(f��)�����ѣ�����̎���F(xi��n)�����@�Ŀs�i�^��,���f����w�S�z�ı��F(xi��n)�����õ�����,���z�Ĕ��ѽ����ϵ�Ԫ����Ҫ�����⁽z�Ă�(c��)����,���д�����Al����ظ���������,�������ڽ��������ஔ���Al�Uɢ��Ȼ��,�����X���w�ĽM�Ɂ���,������ώ��]��Ti�Ĵ��ڣ��f���^�Ɍ��c⁽z�и��õĽY(ji��)��,��
640-1.jpg (78.83 KB, ���d��(sh��): 244)
���d����
2024-6-7 15:19 �ς�
�D12 TFRA��Ʒ�ě_��ԇ�Y(ji��)����ò,��(a)�_����Ʒ�Ĕ����ò��(b)�ྀ�Ĕ����ò,��(c)����(y��ng)�ijɷ֒���ֲ�,��(d)TiԪ�طֲ���(e)AlԪ�طֲ�,��(f)VԪ�طֲ�,��(g)MgԪ�طֲ� ���Y(ji��)
���@헹�����,������CMT늻��������켼�g(sh��)���״΄�(chu��ng)�µ������һ�N�B�m(x��)�w�S�������ٻ���(f��)�ϲ��ϵķ���,�����Ƃ������w�S�����X�Ͻ�TFRA����(g��u)��,���䏊�Ⱥ͛_���g�Եõ��˴����ߡ��о��l(f��)�F(xi��n)ͨ�^����늻���ݔ�����Ͳ��Ô[�ӷ�ʽ�܉�p���۳ضȏĶ�����⁺Ͻ�z�ĵ��ۻ�,��⁺Ͻ��X�Ͻ���w֮�g�Ľ����ȼs��3-10��,�����W(xu��)�ɷֳ��ݶ��^�ɣ��]�����@���_�уA��,���c�������X�Ͻ�(g��u)�����,��ͨ�^����10.5%�w�e�֔�(sh��)����w�S����w�S�����X��������������,�����쏊�Ⱥͱȏ��ȷքe�����124%,��33%��25%��ͬ�r,�����L�ʱ�����20%,���c�X�Ͻ�(g��u)��������L����һ�¡�����,���_�����õ��˘O�����ߣ�128%��,���@������X���w���Ѽy�Uչ�ܱ�⁽z����Ч���������ڛ_���^���������˴����ě_������,��ԓ���g(sh��)Ŀǰ���״�ͨ�^��������ķ�ʽ���F(xi��n)���B�m(x��)�����w�S�����p���ُ�(f��)�ϲ���,���܉��δ���(f��)�ϲ��ϵ������ṩ�µļ��g(sh��)˼·��
���о������õ�������Ȼ�ƌW(xu��)����[52205414, 52275374]���Y��֧��,���о�����ͬ�rҲ�õ����Ї��ƅf(xi��)�����˲����e�����Ŀ���Y�� [2021QNRC001],���Լ����܊���̴�W(xu��)�������[2021QN-B014]���Y����ͬ�r�о�����Ҳ�õ������ʡ���c�аl(f��)Ӌ��[2023-YBGY-361]���Y��,��
|







 �ղ�
�ղ� �D(zhu��n)��
�D(zhu��n)�� ֧��
֧�� ����
����
 �����W(w��ng)����11010802043351
�����W(w��ng)����11010802043351