來(lái)源:材料科學(xué)與工程
增材制造(AM)技術(shù)的出現(xiàn)不僅大幅提升了工件的生產(chǎn)效率,,同時(shí)也極大的滿足了工業(yè)上對(duì)大規(guī)模個(gè)性化加工的需求,在全球范圍內(nèi)得到廣泛關(guān)注,。然而,,傳統(tǒng)AM技術(shù)由于加工精度過(guò)低導(dǎo)致工件表面具有較大的粗糙度,,二次減材(SM)加工不可避免,。近年來(lái),,增減材復(fù)合制造(ASHM)技術(shù)的快速發(fā)展則為復(fù)雜結(jié)構(gòu)部件的一體化制備提供了一個(gè)新思路,。作為基于AM技術(shù)的計(jì)算機(jī)數(shù)控機(jī)床的二次開(kāi)發(fā)技術(shù),ASHM技術(shù)集成了AM和SM工藝,,可實(shí)現(xiàn)復(fù)雜零件在同一設(shè)備上的連續(xù)“沉積-銑削”加工,。然而激光AM過(guò)程中產(chǎn)生的溫度梯度過(guò)大,將不可避免地導(dǎo)致工件內(nèi)部殘余應(yīng)力增大,,后續(xù)的SM加工使殘余應(yīng)力的耦合進(jìn)一步復(fù)雜化,。此外,SM工藝會(huì)在工件表面產(chǎn)生嚴(yán)重的塑性變形,,改變AM工件原有的微觀組織。不可預(yù)測(cè)的組織結(jié)構(gòu)和殘余應(yīng)力演變將顯著影響ASHM工件的服役性能,。
基于上述背景,,哈爾濱工業(yè)大學(xué)黃永江教授團(tuán)隊(duì)選擇航空、航天工業(yè)中應(yīng)用最為廣泛的Inconel718(IN718)鎳基高溫合金為模型材料,,考慮到ASHM中常見(jiàn)的兩種SM情況,,即冷卻后銑削(室溫銑削,MC)和AM后立即帶溫銑削(高溫銑削,,MAM),,通過(guò)ASHM設(shè)備制備了基于激光定向能量沉積(LDED)的AM和ASHM制造的IN718樣品。通過(guò)實(shí)驗(yàn),、有限元和分子動(dòng)力學(xué)模擬,,探究了IN718在ASHM全過(guò)程中(包括AM和后續(xù)SM)的微觀組織、殘余應(yīng)力和銑削力的演變,。此研究旨在為復(fù)雜金屬工件在交替循環(huán)熱力耦合條件下的組織,、應(yīng)力和形狀調(diào)控提供理論指導(dǎo)。相關(guān)論文以題為L(zhǎng)DED-based additive-subtractive hybrid manufacturing of Inconel 718 superalloy: Evolution of microstructure and residual stress發(fā)表在增材制造領(lǐng)域頂級(jí)期刊《Virtual and Physical Prototyping》(2024,Vol.19,No.1,e2400329),。該文章第一作者為博士生劉昌煜,,通訊作者為黃永江教授和寧志良副教授,共同作者有孫劍飛教授,、博士生高小余,、趙文杰、王楠,、呂陽(yáng),。
論文鏈接: https://doi.org/10.1080/17452759.2024.2400329

640.jpg (126.61 KB, 下載次數(shù): 66)
下載附件
2024-9-23 16:19 上傳
圖1 IN718合金的增減材復(fù)合制造:(a) 增減材一體設(shè)備;(b) IN718原料粉末的SEM圖像和XRD (插圖),;(c) LDED加工工藝,;(d) AM樣品;(e) MC樣品,;(f) MAM樣品,。
三組樣品采用相同的AM工藝制成,。AM成型后在MC和MAM樣品上表面進(jìn)行銑削加工,它們的差異在于銑削時(shí)樣品內(nèi)部的溫度不同,。
640-1.jpg (181.22 KB, 下載次數(shù): 59)
下載附件
2024-9-23 16:19 上傳
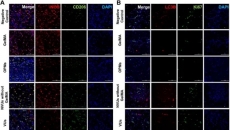
圖2 AM,、MC和MAM的IN718合金樣品的EBSD圖譜:(a) 樣品截面的KAM圖;(b) 樣品截面的BC圖,;(c) GND密度沿(a)中標(biāo)記方向的分布,。
EBSD結(jié)果表明,與MAM樣品相比,,銑削導(dǎo)致的高應(yīng)變,、小角度晶界(LAGBs)以及高幾何必須位錯(cuò)密度(ρGND)在MC樣品中的分布區(qū)域更深。
640-2.jpg (228.04 KB, 下載次數(shù): 54)
下載附件
2024-9-23 16:19 上傳
圖3 AM,、MC和MAM的IN718合金樣品在距離表面不同距離處的透射電子顯微鏡(TEM)圖像:(a1)~(a3) AM樣品,;(b1)~(b3) MC樣品;(c1)~(c3) MAM樣品,;(a1, b1, c1) 距離表面25 μm處,;(a2, b2, c2) 距離表面50 μm處;(a3, b3, c3) 距離表面75 μm處,。
透射電子顯微鏡(TEM)觀察到銑削加工使樣品的近表面區(qū)域產(chǎn)生了梯度納米晶(GNG)結(jié)構(gòu),。與MC樣品相比,MAM樣品的GNG結(jié)構(gòu)分布的更深,,相同位置下其位錯(cuò)密度也更大,。
640-3.jpg (128.52 KB, 下載次數(shù): 64)
下載附件
2024-9-23 16:19 上傳
圖4 AM、MC和MAM的IN718合金樣品的殘余應(yīng)力分布:(a) 最表面納米壓痕的載荷-位移曲線,;(b) 沿深度的殘余應(yīng)力分布,。
銑削加工為樣品的表面區(qū)域引入了殘余壓應(yīng)力。與MC樣品相比,,MAM樣品的最表層殘余壓應(yīng)力值更大,,但其壓應(yīng)力的分布區(qū)域更淺。
640-4.jpg (154.56 KB, 下載次數(shù): 54)
下載附件
2024-9-23 16:19 上傳
圖5 銑削過(guò)程有限元模擬:(a) 有限元模擬模型及其網(wǎng)格劃分,;(b) 室溫下的Mises應(yīng)力和應(yīng)變?cè)茍D,;(c) 高溫下的Mises應(yīng)力和應(yīng)變?cè)茍D;(d) 分別從(b)和(c)的中心區(qū)域取截面,,分別為中心沿銑削深度的Mises應(yīng)力分布,;(f)、(g)和(h) 不同銑削溫度下沿X,、Y和Z軸的銑削力,。
有限元仿真模擬結(jié)果與實(shí)際測(cè)試結(jié)果相符,高溫銑削樣品的應(yīng)力分布和銑削力均小于室溫銑削樣品,。
640-5.jpg (161.95 KB, 下載次數(shù): 58)
下載附件
2024-9-23 16:19 上傳
圖6 銑削過(guò)程的分子動(dòng)力學(xué)模擬:(a) 模型,;(b) 室溫和高溫銑削中的位錯(cuò)和層錯(cuò),;(c) 室溫和高溫銑削中的位錯(cuò)總數(shù)、總長(zhǎng)度和最大滑移深度,;(d) 室溫和高溫銑削中的再結(jié)晶原子,;(e) 室溫和高溫銑削中的再結(jié)晶原子數(shù)統(tǒng)計(jì)。
同TEM的結(jié)果相對(duì)應(yīng),,分子動(dòng)力學(xué)模擬結(jié)果表明,,相比于高溫銑削,室溫銑削時(shí)位錯(cuò)的總數(shù),、總長(zhǎng)度和最大滑移距離都更大,,動(dòng)態(tài)再結(jié)晶更強(qiáng)烈,表明在室溫銑削下工件表面產(chǎn)生的塑性變形更劇烈,。
640-6.jpg (120.92 KB, 下載次數(shù): 56)
下載附件
2024-9-23 16:19 上傳
圖7 MC和MAM的IN718合金樣品的塑性變形程度和位錯(cuò)分布示意圖:(a) 塑性變形程度示意圖,;(b) 密集位錯(cuò);(c) 位錯(cuò)湮滅和重排,。
總的來(lái)說(shuō),本工作探討了IN718合金在ASHM全過(guò)程中的顯微組織,、殘余應(yīng)力和銑削力的演變規(guī)律,。SM過(guò)程使樣品表面產(chǎn)生了梯度塑性變形,導(dǎo)致GNG結(jié)構(gòu),、LAGBs和殘余壓應(yīng)力的生成,。由于SM時(shí)存在較高的內(nèi)部溫度,熱軟化效應(yīng)導(dǎo)致高溫SM樣品所承受的銑削力更低,,且動(dòng)態(tài)恢復(fù)導(dǎo)致了高溫SM樣品的GNG結(jié)構(gòu),、LAGBs和殘余壓應(yīng)力在深度方向的分布范圍更淺。因此,,在常用的ASHM工藝中,,AM后立即SM的方式在樣品表面產(chǎn)生的塑性變形程度較室溫SM更低,更低的銑削力以及更小的塑性變形延長(zhǎng)了刀具的使用壽命,,將在鎳基高溫合金等難加工材料的一體化加工制備方面展現(xiàn)出高精度,、高效率等顯著優(yōu)勢(shì)。
|









 收藏
收藏 轉(zhuǎn)播
轉(zhuǎn)播 支持
支持 反對(duì)
反對(duì)
 京公網(wǎng)安備11010802043351
京公網(wǎng)安備11010802043351