��Դ�����հl(f��)��(d��ng)�C(j��)��
�������켼�g(sh��)�ں��պ��쑪(y��ng)�÷�����Іμ�С�����ď�(f��)�s�Y(ji��)��(g��u)�������샞(y��u)��(sh��),��δ�팢�����O(sh��)Ӌ(j��),�����Ϻͳ���һ�w������l(f��)չ,�����������������ں��պ����I(l��ng)��(y��ng)�ðl(f��)չ��3��(g��)����,���Ժ��հl(f��)��(d��ng)�C(j��)�u݆�~Ƭ��������,�������ܾ�����ͪ��PEEK�������(f��)�ϲ���,���B�m(x��)�w�S����(qi��ng)��֬��(f��)�ϲ��ϼ�̫��3D��ӡ�����}����B���������켼�g(sh��)��(gu��)��(n��i)���Լ�������ͨ��W(xu��)���о���r,���u݆�~Ƭ��(y��ng)���������칤ˇ������Ч���Ч�ʽ��ͳɱ�,��δ��������ܵĸߜغϽ���մɻ���(f��)�ϲ����������켼�g(sh��)�l(f��)չ���������p�|(zh��)�ۺ���PEEK�����(f��)�ϲ������������ڸ����W(xu��)���ܽY(ji��)��(g��u)��,���������ܼ��ij����еõ���(y��ng)��,������׃�F(xi��n)�е��O(sh��)Ӌ(j��)�c���ϣ��Ƅ�(d��ng)�Y(ji��)��(g��u)�c����һ�w���l(f��)չ,���B�m(x��)�w�S��(f��)�ϲ����������쌢����(d��ng)�oģ���w�S��(f��)�ϲ��ϳ��ε��°l(f��)չ,����̫��3D��ӡ����׃δ�����պ�������ģʽ���������켼�g(sh��)���o���պ������켼�g(sh��)����׃���l(f��)չ,��
�������켼�g(sh��)��һ�N����(du��)�ڂ��y(t��ng)����ӹ��͟�ӹ����طN���켼�g(sh��),������Іμ�С�����ď�(f��)�s�Y(ji��)��(g��u)�������샞(y��u)��(sh��),���ں��պ����I(l��ng)����ЏV���đ�(y��ng)��ǰ�����@һ���g(sh��)�܉��Q���y(t��ng)���켼�g(sh��)�y����ɵď�(f��)�s�Y(ji��)��(g��u)����,���S���������켼�g(sh��)�ں��պ����I(l��ng)��(y��ng)�õ�����,���O(sh��)Ӌ(j��)�����Ϻͳ���һ�w�����ɞ���һ��������ģʽ,�����I(l��ng)���պ��켼�g(sh��)��׃��l(f��)չ,��
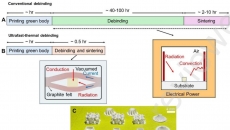
�������켼�g(sh��)�ں��պ����I(l��ng)��đ�(y��ng)�ã���Ҫ�w�F(xi��n)��3��(g��)����,����1��(g��)����?zh��n)��y(t��ng)�O(sh��)Ӌ(j��)�����Ͳ����wϵ�����������켼�g(sh��)�M(j��n)�И�(g��u)������,���@��Ŀǰ����Ҫ�о��͑�(y��ng)��ģʽ���@��(g��)�������c(di��n)��Q�Ć��}�Dz��Ϲ�ˇ��(w��n)����,�����νM����ȱ�ݺ���������,�����ξ��ȿ��ƵȆ��}����ͨ�^�c�F(xi��n)�й�ˇ�ĽY(ji��)�ρ����M(j��n)��(y��ng)��,����������,���p�ġ����ȶˇ��(f��)���������Ⱥ����W(xu��)����,����2��(g��)�����������µĽY(ji��)��(g��u)�O(sh��)Ӌ(j��)�����������켼�g(sh��),������GE��˾�ں��հl(f��)��(d��ng)�C(j��)����������������켼�g(sh��)����׃?c��)��л��ڙC(j��)е������ˇ�ĵĽY(ji��)��(g��u)�O(sh��)Ӌ(j��)�wϵ,�����^ȥ��30����(g��)����b��ď�(f��)�s�Y(ji��)��(g��u),���Ğ�һ��(g��)���w�Y(ji��)��(g��u)��������������һ�����w��ɾ��Ѓ�(n��i)ǻ�Y(ji��)��(g��u)�ć���������,���@һ�����ĸ�����׃���˰l(f��)��(d��ng)�C(j��)��������O(sh��)Ӌ(j��)��������,��ʹ�ýY(ji��)��(g��u)׃С����(ji��)��Ч������,�����ܿɿ���(w��n)��,����3��(g��)�����Dz����µĹ��ܲ����c�Y(ji��)��(g��u)һ�w���������쌍(sh��)�F(xi��n)�����µĹ��ܣ�����ʹ���պ��켼�g(sh��)���p�|(zh��),���طN���ܺ�����h(hu��n)���µĽY(ji��)��(g��u)�����ṩ�·���,�������B�m(x��)�w�S��(f��)�ϲ������졢̫�խh(hu��n)���µ������,���������켼�g(sh��)Ҫ�����Q���̑�(y��ng)�������R�������|(zh��)�����},������(y��ng)ԓ��Ч�������������켼�g(sh��)ԭ�������O(sh��)Ӌ(j��),������,������һ�w�����l(f��)�������ھ��g(sh��)��(y��ng)�ã����M(j��n)�������켼�g(sh��)�ں��պ����I(l��ng)��Ą�(chu��ng)�°l(f��)չ,��
�ں��պ����I(l��ng)��,�����հl(f��)��(d��ng)�C(j��)���p�������ܽY(ji��)��(g��u)�����c(di��n)���y�c(di��n)�I(l��ng)���挦(du��)��δ���l(f��)չ�ĸ������հl(f��)��(d��ng)�C(j��)�~Ƭ��һ��(g��)����P(gu��n)�I�IJ���,������ИO�˵ĸߜ����ܺ͏�(f��)�s����s�Y(ji��)��(g��u)Ҫ��,�����Ƽs���հl(f��)��(d��ng)�C(j��)�l(f��)չ���y�c(di��n)�����սY(ji��)��(g��u)���Ǻ��պ�������w�Y(ji��)��(g��u),����δ�������p�|(zh��)�����ܰl(f��)չ,�������ܾۺ���w�S��(f��)�ϲ���,�������[���(f��)�ϲ�������Ҫ̽���ķ���,���������c(di��n)���@���Ϸ���Փ�����պ����I(l��ng)�����������(gu��)��(n��i)��l(f��)չ��������ͨ��W(xu��)���о��M(j��n)չ��
1 ���հl(f��)��(d��ng)�C(j��)�u݆�~Ƭ���μ��g(sh��)
�S�����հl(f��)��(d��ng)�C(j��)��(du��)���ر������������L(zh��ng),���u݆�M(j��n)�ڜضȏĵ������l(f��)��(d��ng)�C(j��)1 700 K��ߵ������2 000 K����,���鱣�C�u݆�~Ƭ�М��������ߜغϽ�����ɵ��S���l(f��)չ���ξ�,����(n��i)����s�Y(ji��)��(g��u)�Ɇ�һ��(du��)�������D(zhu��n)׃?y��u)��p�ӱڳ�����,����Ĥ�Y(ji��)��(g��u)�ɺ�(ji��n)�ΈA�����D(zhu��n)�����(f��)�s���ͣ��ɴˌ�(du��)�F(xi��n)�Мu݆�~Ƭ���켼�g(sh��)�����(y��n)������(zh��n)�,��F(xi��n)�A��,����(gu��)��(n��i)����Ҫ������ģ�T�켼�g(sh��)���캽�հl(f��)��(d��ng)�C(j��)���Ĝu݆�~Ƭ��ԓ���g(sh��)ͨ�^����ģ�߉�����о,����о�b��,������Ϟ�͡���{�ƚ�,�������T���10��(g��)��Ҫ�h(hu��n)��(ji��)���@�ý��ٜu݆�~Ƭ,���ڴ��������a(ch��n)�u݆�~Ƭ�r(sh��),����ģ�T�칤ˇ�m���ԏ�(qi��ng)������(du��)�ں���������s�Y(ji��)��(g��u)�u݆�~Ƭ������,�������T���Ƃ��^���漰�����bģ��,�����̏�(f��)�s���b���`���,����ˇ�����y�ȴ�,����(d��o)���~Ƭ���������L(zh��ng)(ͨ������6��(g��)������)��푑�(y��ng)��,������ɱ���,��
1.1 ��о/�͚�һ�w���T�켼�g(sh��)
������������u݆�~Ƭ�T������I(l��ng)�ɴ�ͽY(ji��)��(g��u)��(f��)�s�ȵ�����,����(sh��)�F(xi��n)��о/�͚��ğo�,����Ƃ�,������Ĝu݆�~Ƭ���������ṩ��;����Ŀǰ���Ĝu݆�~Ƭ�մ��T��ֱ�ӳ��ε�AM���g(sh��)��Ҫ���x�^(q��)������Y(ji��)(Selective Laser Sintering, SLS)���մɹ�̻�����(Ceramic Stereolithography, CSL),���������ղ����о�Ժ,���A�пƼ���W(xu��)�ȿ���Ժ���_չ�����P(gu��n)���о������ں����I(l��ng)��õ������(y��n)�C,��һ���̶����Ƅ�(d��ng)�˜u݆�~Ƭ���켼�g(sh��)�İl(f��)չ,�����ǣ�SLS�T�ͱ����|(zh��)���ͳߴ羫���Լ��ߜ������д����,���ԝM����Ĝu݆�~Ƭ�������εĿ��̼��g(sh��)Ҫ��,����CSL���g(sh��)�����մ����������^�ߣ��ڜu݆�~Ƭ�T���Ƃ䷽����Н��ڑ�(y��ng)�Ãr(ji��)ֵ,������(gu��)����������W(xu��)����������W(xu��)���ȱ���У�о��˻���CSL���g(sh��)�Ĝu݆�~Ƭ�T�ͳ��ι�ˇ,����(sh��)�F(xi��n)����о/�͚�һ�w���մ��T�͵��Ƃ䡣�о�����������ԓ���g(sh��)���Ƃ��(f��)�s�Y(ji��)��(g��u)�մ��T��,�������ھ���(x��)�Y(ji��)��(g��u)�մɝ{���������y�Ć��},��������(x��)�մ���о�ĽY(ji��)��(g��u)�����������Ɖģ�����,���ߜ�?z��)��Y(ji��)���T�͵ľ����`���^��,�����Y(ji��)�տs��ͨ���_(d��)��10%���ϡ�
���,��������ͨ��W(xu��)�����о/�͚�һ�w���u݆�~Ƭ�������켼�g(sh��),��ԓ���g(sh��)�Թ�̻���֬ԭ�ʹ���?zh��n)��y(t��ng)��ģ�T��Ϟ�ͣ�������о/�͚�һ�w�����zעģ����?zh��n)��y(t��ng)�͚��Ē�{�Ƃ����о�ĉ��Ƴ���,����(sh��)�F(xi��n)��о/�͚���һ�γ���,�����ڿ����~Ƭ���T�졣���g(sh��)·����D 1��ʾ,����Ҫ��������֬ԭ�͵Ĺ�̻�����,�����zעģ���������,�����Y(ji��)�;����T���,���^֮CSL���g(sh��)���˷����Ƃ���T�;��ȸ���,�����ܸ��ӷ�(w��n)��,���M�㶨��/�ξ��~Ƭ��(du��)�T�ߜ����ܵĿ�������

640.jpg (19.24 KB, ���d��(sh��): 2)
���d����
10 С�r(sh��)ǰ �ς�
�D 1 ������о/�͚�һ�w���T�͵Ĝu݆�~Ƭ���ٳ��μ��g(sh��)
������ͨ��W(xu��)����о/�͚�һ�w���u݆�~Ƭ���ٳ��μ��g(sh��)���մ��T���Ƃ�,���T���иߜ����W(xu��)�����{(di��o)��,��ȫ�����~Ƭ���ȿ��Ƶȷ���ȡ����ͻ�ƣ���(sh��)�F(xi��n)�˶�N��̖(h��o)���Ĝu݆�~Ƭ�Ŀ������ƣ�ȡ�������¼��g(sh��)�M(j��n)չ,��
640-1.jpg (41.85 KB, ���d��(sh��): 2)
���d����
10 С�r(sh��)ǰ �ς�
�D 2 ��о/�͚�һ�w���մ��T��
1) �����˻��ڹ�̻�3D��ӡ�Ŀ��Ĝu݆�~Ƭ��о/�͚�һ�w���T�Ϳ����Ƃ似�g(sh��)�wϵ,��ԓ���g(sh��)��׃�˂��y(t��ng)�~Ƭ������Ҫ��оģ�ߡ���о/�͚��M�ϵď�(f��)�s����,���ܽY(ji��)��(g��u)��(f��)�s�̶ȵ����ƴ��,���ɞ����͚����~Ƭ�ă�(n��i)ǻ��(f��)�s��s�����ṩ������O(sh��)Ӌ(j��)���ɶȡ�����,���T�ͱں�ɜ�(zh��n)�_�{(di��o)��,��ͨ�^�{(di��o)��(ji��)ɢ��l���팍(sh��)�F(xi��n)�~Ƭ���/�ξ��M���Ŀ��ơ�ԓ���g(sh��)߀�������ڏ�(f��)�s���͚�Ĥ��������s�Y(ji��)��(g��u)�����w�T�����,�����M(j��n)�u݆�~Ƭ��(sh��)�ֻ����_���ο���,��
2) ���Ĝu݆�~Ƭ��о/�͚�һ�w���մ��T���иߜ����W(xu��)�����{(di��o)�ؼ��g(sh��)���о�������ЙC(j��)�մ�ǰ�(q��)�w�M(j��n)��һ�w���T���М؏�(qi��ng)���ķ���,����Ч���C���T�ͱ�����ĽY(ji��)��(g��u)������,�������˻���Ī��ʯ�ߜ؏�(qi��ng)���IJ����wϵ���Ɍ�(sh��)�F(xi��n)1 500 ���¸ߜؿ�����(qi��ng)��8~34.9 MPa���{(di��o)��,���քe�M�㲻ͬ�ߴ���S��,�������������ξ��~Ƭ������Ҫ��,��
3) ��о/�͚�һ�w�����Ĝu݆�~Ƭȫ���̾��ȿ��Ƽ��g(sh��),���о�ͨ�^�F����Ĥ���g(sh��)����Q�˹�̻���֬ԭ�ͱ����_(t��i)�AЧ��(y��ng),�������˹�̻�ԭ�̓�(n��i)������|(zh��)��(����ֲڶȃ�(y��u)��3.2 ��m),��ͨ�^���������﹤ˇ����������Ч�����T�����_��,����Q�˺���մ����w������y�},����(sh��)�F(xi��n)���T�͝����ğoȱ�ݿ��ٸ����������Ч������2~3��,�������һ�w���T����о���Y(ji��)���������,����Q�˼�(x��)�L(zh��ng)�ұ���о���Y(ji��)׃�εĆ��}������(g��u)���ˡ�������Y(ji��)�տs�������wϵ�c���Y(ji��)��ˇ,�����T�͟��Y(ji��)�տs�ʿ�����0.1%��(n��i)����(sh��)�F(xi��n)�˿��Ĝu݆�~Ƭ���_����(�P(gu��n)�I�ߴ��`�����0.1 mm),����(sh��)�F(xi��n)���~Ƭ�ĸ߾�������,��
ᘌ�(du��)���y(t��ng)��ģ�T�켼�g(sh��)�Мu݆�~Ƭ���������L(zh��ng)����ˇ��(f��)�s,���ɱ���,��푑�(y��ng)���Ȇ��}�����߾��ȹ�̻������c�����T��Y(ji��)�ϣ��l(f��)������о/�͚�һ�w���u݆�~Ƭ���ٳ��μ��g(sh��),���Ɍ�(sh��)�F(xi��n)��(f��)�s�Y(ji��)��(g��u)���Ĝu݆�~Ƭ��С�����Ŀ�������,���D 3����ڱ����g(sh��)���εĿ��Ĝu݆�~Ƭ���^֮��ģ�T�칤ˇ,��ԓ���g(sh��)������̖(h��o),����(f��)�s�Y(ji��)��(g��u)���Ĝu݆�~Ƭ�������о����@����(y��u)��(sh��)���ɿs�̿��Ĝu݆�~Ƭ�аl(f��)����60%~80%,����(ji��)�s�аl(f��)�ɱ�60%����,���������ڜu݆�~Ƭ�ߴ羫�ȵ��{(di��o)�ء�����,��ԓ���g(sh��)Ҳ���������p�ӱڽY(ji��)��(g��u)�~Ƭ,�����͚�Ĥ�ס��C(j��)ϻ�Ŀ�������,��
640-2.jpg (14.91 KB, ���d��(sh��): 2)
���d����
10 С�r(sh��)ǰ �ς�
�D 3 ������о/�͚�һ�w�����g(sh��)�Ŀ��Ĝu݆�~Ƭ
1.2 �y�۸��غϽ��������켼�g(sh��)
�ߜز��ϼ������칤ˇ�Ǻ��հl(f��)��(d��ng)�C(j��)�l(f��)չ���P(gu��n)�I�h(hu��n)��(ji��),������(gu��)����;���M(j��n)�u݆�l(f��)��(d��ng)�C(j��)Ӌ(j��)��(VAATE)���W�����M(j��n)����܊�ðl(f��)��(d��ng)�C(j��)Ӌ(j��)��(ACME)�����^����,���䶨�x��δ����������ر�15~20�ĸ����ܺ��հl(f��)��(d��ng)�C(j��),���u݆ǰ�M(j��n)���O(sh��)Ӌ(j��)�ضȌ��_(d��)��2 200 K���ϡ��y�۸��غϽ�����ߜ�,���ߏ�(qi��ng)��,����Ӳ�ȡ���ݗ�����ܼѵ����c(di��n),���ں��캽���I(l��ng)��,���˹��I(y��)�I(l��ng)�������t(y��)�W(xu��)�I(l��ng)����о�(y��ng)��ǰ��,���������켼�g(sh��)���ø�������Դ���������c(di��n)�ۻ�,�����Ӷѷe��ֱ�ӳ���,���{��ӹ����ڶ�,�����a(ch��n)Ч�ʸߣ���(f��)�s��(g��u)�����ٳ��͵����c(di��n),����O�ˑ�(y��ng)�íh(hu��n)�����y�۸��غϽ���(f��)�s�Y(ji��)��(g��u)�����ṩ�˿�����,������ɸ����c(di��n)Ԫ�ؘ�(g��u)�ɵ��y�۸��غϽ�������������δ�����պ��칤�I(y��)���о�(y��ng)�Ý�����
�������������Ը����ʼ�����������Դ,���ۻ��Ƃ���غϽH���Ԍ�(sh��)�F(xi��n)�ߏ�(qi��ng)�Ⱥ����Ե������Y(ji��)��,������Ҫ���y(t��ng)������۟��O(sh��)�䣬�������������,������(f��)�s,�������ڹ��̑�(y��ng)�õ��ߜظ��غϽ�����ĝ���,��Ҳ�w�F(xi��n)�����ϻ���M�о������á�Ŀǰ�x���Լ����ۻ��Ƃ���غϽ��о���Ҫ�����ڃ�(y��u)����ˇ,�����Ʋ������ܵȷ���,��
2015�꣬Ӣ��(gu��)�x�Ơ��´�W(xu��)��Brif�Ȳ����x���Լ����ۻ��Ƃ���FeCoCrNi���غϽ�,�������ھ�Ĝض��ݶȺͿ������̹�ͬ�����µõ���(x��)��,��������(qi��ng)���_(d��)600 MPa�������늻��۟��Ӽ���3������,����Hall PetchЧ��(y��ng)�͆�һ�����w��������FeCoCrNi���غϽ�ͬ�r(sh��)���иߏ�(qi��ng)�Ⱥ����õ���չ��,���о��Y(ji��)������SLM���H���Ƃ���غϽ𣬶������õ������W(xu��)���ܝM�㹤�̑�(y��ng)�õ�����,��
2017��,����(gu��)��衹��I(y��)��W(xu��)��Haase��ʹ�ü����۸����e�Ƃ���CoCrFeMnNi���غϽ𣬳��e�ĸ��غϽ��ܶȸ�,���o���^ƫ��,�����W(xu��)��һ�Ժã�ƽ���S��Ӳ��195HV5,�����s������(qi��ng)��260 MPa,����(y��u)�ڳ�Ҏ(gu��)��̎��Ӽ����C���˼����۸����e���g(sh��)���ڸ��غϽ��������Ʒ���a(ch��n)�Ŀ�����,��ͬ�r(sh��),��Haase�����ƽ��B(t��i)�Ͻ����D�ͷ�ƽ��B(t��i)Scheil������Y(ji��)�������A(y��)�y(c��)���غϽ����M�ɺ�Ԫ�طֲ��ĺϽ��O(sh��)Ӌ(j��)���
2018��,���¼������켼�g(sh��)�о�Ժ��Zhu�Ȳ����x���Լ����ۻ��Ƃ��˽�ȫ���ܵ�CoCrFeNiMn���غϽ�,���۳ء������,�����װ���Y(ji��)��(g��u)��λ�e(cu��)�M���˷ӽY(ji��)��(g��u),������������������Y(ji��)��(g��u)ͨ�^λ�e(cu��)��(qi��ng)�������������(qi��ng)��(510 MPa)�����J(r��n)��ͨ�^��(y��u)����ˇ����(sh��),��������Ժͼӹ�����,�������M(j��n)һ����Ч����߲��ϵ����W(xu��)���ܡ�
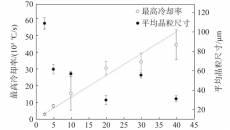
������ͨ��W(xu��)���������������y�۸��غϽ���о�,�����ü����x�^(q��)�ۻ���ˇ,���M(j��n)����NbMoTaW����ˇ�Լ����ܵ��о����Ƃ���NbMoTaW�Ͻ�ԇ��,����D 4��ʾ,�����M(j��n)���˵�����������Y(ji��)������NbMoTaW�Ͻ�Y(ji��)��(g��u)���һ��BCC���o������w,��NbMoTaW�Ͻ��ڸ����ʼ����x�^(q��)�ۻ��^�����γ����,�������۳�̎�ڼ���(��s����103 K/s)�l����Ѹ����s���õ���ƽ���ߴ��20 ��m�ĘOС����,��ͬ�r(sh��)W,��Nb��Mo,��TaԪ���ڸ��غϽ��о���ֲ�,���o���@�^ƫ�������ü�����������NbMoTaW���غϽ����W(xu��)���܃�(y��u)��늻��۟���������ˇ���غϽ������,��
640-3.jpg (15 KB, ���d��(sh��): 2)
���d����
10 С�r(sh��)ǰ �ς�
�D 4 �x�^(q��)�����ۻ������غϽ�Ӽ�
ͨ�^��(y��u)�����ϳɷց��{(di��o)�س��͘Ӽ��ĽM���Y(ji��)��(g��u),�����������������������ij����ԡ��@��NbMoTaXϵ���غϽ���������Ӽ����؉��s��(qi��ng)���_(d��)��2.3 GPa(�D 5(a)),��800 ��r(sh��)�ߜ؉��s��(qi��ng)���_(d��)��1.0 GPa,������ڳɷփ�(y��u)��ǰ��NbMoTa�Ͻ؉��s���������77.5%���ߜ؉��s���������230%,����D 5(b)��ʾ,���о��������γɵ��������쌣��NbMoTaX���غϽ��ܶ��_(d��)��9.0 g/cm3����,���䲿�ָߜ����ܳ��^���y(t��ng)�ߜغϽ�(�D 5(c)),��ͨ�^�����(ji��n)����Ĥ�ף������W(xu��)���ܼ�ȼ��Ч���ϴ����(y��u)��,������һ���ߜ��~Ƭ���Ϻͳ��ι�ˇ�ṩ׃����˼·,��
640-4.jpg (81.43 KB, ���d��(sh��): 2)
���d����
10 С�r(sh��)ǰ �ς�
�D 5 ��������NbMoTaXϵ���غϽ��������c(di��n)
���ü������Ĺ�ˇ�����y�۸ߜظ��غϽ��^���У����ڲ������c(di��n)�c����ض��ݶ��^��,���Y(ji��)����̎��e�ۇ�(y��n)�ؕr(sh��),���a(ch��n)����D 6��ʾ���N���F(xi��n)��(y��n)��Ӱ푺Ͻ�����,��������ͬ�ɷֵĘӼ��r(sh��),���������(j��)�Ӽ��Ĵ�С�Լ��Π��(f��)�s�̶��x�ò�ͬ�Ĺ�ˇ���ڣ���˹�ˇ���ڵ�ͨ���Բ���(qi��ng),���D 7������ͬ���ϳɷ�,����ͬ��ˇ���ڴ�ӡ�Π���ͬ����С��ͬ�ăɂ�(g��)�Ӽ��r(sh��)��С�Ӽ��]���Ѽy����Ӽ����F(xi��n)�������Ե��Ѽy,������y�Ԍ�(sh��)�F(xi��n)��ߴ��(f��)�s�Y(ji��)��(g��u)�߶˲����ľ�������,���y�۸��غϽ��x�õ�Ԫ�ش�����c(di��n)Ԫ�أ����ͺ��γɆ�һ���w������(BCC)��,��BCC����(du��)�ض�����,����˳��͵ĘӼ����Բ���кܵ͵�������,���������ͨ�^���ϳɷֵă�(y��u)���O(sh��)Ӌ(j��)�Լ���ˇ���ڵă�(y��u)����ʹ�y�۸��غϽ����������Ј�(ch��ng),��
640-5.jpg (11.4 KB, ���d��(sh��): 2)
���d����
10 С�r(sh��)ǰ �ς�
�D 6 �x�^(q��)�����ۻ��^���и��غϽ��N���F(xi��n)��
640-6.jpg (12.36 KB, ���d��(sh��): 2)
���d����
10 С�r(sh��)ǰ �ς�
�D 7 ������ͬ�����Լ���ˇ�������ij�����ͬ�Πͬ��С�Ĝu݆�~Ƭ�Ӽ�
1.3 �մɻ���(f��)�ϲ��Ϝu݆�~Ƭ���켼�g(sh��)
����������ر�,��δ�����M(j��n)���հl(f��)��(d��ng)�C(j��)�u݆�M(j��n)�ڜضȌ�����2 000 �棬�h(yu��n)���^�ߜغϽ����c(di��n),����ʹ�������M(j��n)����s�Y(ji��)��(g��u),���F(xi��n)�еĿ��Ĝu݆�ξ��~Ƭ�͜���Ҳ�y�ԝM�㳬�ߜط��������w�S���g�մɻ���(f��)�ϲ���(CMC)���и߱ȏ�(qi��ng),���ߜصȃ�(y��u)��(sh��),���˷��˸ߜغϽ��͜ز���ܶȴ��ȱ�c(di��n)�������M(j��n)���հl(f��)��(d��ng)�C(j��)��˲���������Y(ji��)��(g��u)����,����CMC��������ߜغϽ����캽�հl(f��)��(d��ng)�C(j��)���Ĝu݆�~Ƭ,����ʹ�l(f��)��(d��ng)�C(j��)�������@���pС�������ض����,���������ر�,�������ͺģ����,��CMC���Ͼ������õĸߜ�?f��)p������,�����@����ߺ��հl(f��)��(d��ng)�C(j��)�Ŀɿ��ԡ����,��CMC�u݆�~Ƭ���M(j��n)���켼�g(sh��)��(du��)δ�����M(j��n)���հl(f��)��(d��ng)�C(j��)���ٰl(f��)չ������Ҫ��(zh��n)�����x,��
��(gu��)�����M(j��n)���հl(f��)��(d��ng)�C(j��)�����ԙC(j��)��(g��u)��Ҫ��������(gu��)���պ����(NASA)��ͨ��늚⺽�չ�˾(GE)��Ӣ��(gu��)�_��˹-�_��˹��˾(R-R)��,���ɹ���̼�����մɻ���(f��)�ϲ���(SiC-CMC)��(y��ng)���ں��հl(f��)��(d��ng)�C(j��)�͉��u݆�~Ƭ,�����У�����(gu��)GE��˾����F414܊�Üu�Ȱl(f��)��(d��ng)�C(j��)��,���(y��n)�C��SiC-CMC�͉��u݆��(d��ng)�~���ߜ��c�־�����,������GE-nx���Üu�Ȱl(f��)��(d��ng)�C(j��)�߉��u݆�~Ƭ���_չ��ϵ��ԇ�(y��n)��GE��˾�аl(f��)�IJ���777X���Ϳ͙C(j��)��GE-9X�l(f��)��(d��ng)�C(j��),������SiC-CMC�͉��u݆�D(zhu��n)���~Ƭ��,�����l(f��)��(d��ng)�C(j��)��������6%���O��������GE-9X�l(f��)��(d��ng)�C(j��)����,��ȼ��Ч����s10%,��2017�꣬GE��˾(li��n)�Ϸ���(gu��)˹�οˬ���˾,����(sh��)�F(xi��n)��LEAP�l(f��)��(d��ng)�C(j��)SiC/SiC-CMC����o�Ӳ����Ĺ��̻���(y��ng)��,��ͬ�r(sh��)������(gu��)NASA��˾���u݆�~Ƭģ�ͷֽ�,�����w�S�������ιǼ�,��Ȼ��ͨ�^�M���b�䡢����(y��ng)���Y(ji��)�Ȍ�(sh��)�F(xi��n)���հl(f��)��(d��ng)�C(j��)��˲���������(�D 8),����CMC��˲����B��̎�͜����^��,�������w�S���������^��,������CMC��˲�����Ҫ������̎�������Ͽ�֪������(gu��)�����M(j��n)���հl(f��)��(d��ng)�C(j��)CMC�u݆�~Ƭ������I(l��ng)���ь�(sh��)�F(xi��n)�ش��g(sh��)ͻ��,�����ĺ�(ji��n)�νY(ji��)��(g��u),���͜ء��o�Ӳ����D(zhu��n)���(f��)�s�Y(ji��)��(g��u),���ߜء��D(zhu��n)�Ӳ���,�����@��SiC-CMC������δ��܊�ú����ú��հl(f��)��(d��ng)�C(j��)�ľ�(y��ng)�Ý���,��SiC-CMC���ϑ�(y��ng)�õ��߉��u݆�D(zhu��n)���~Ƭ���ɞ�δ�����M(j��n)���հl(f��)��(d��ng)�C(j��)�l(f��)չ�ı�Ȼڅ��(sh��),����ʮ����,����(gu��)���Ƽ���W(xu��)���������I(y��)��W(xu��)�Լ��������ղ����о�Ժ���ٔ�(sh��)�C(j��)��(g��u),����Ҫ���u��(gu��)���w�S�������g(sh��),���_չCMC�u݆�~Ƭ������о�������ᘌ�(du��)�������w�S����CMC�����Ƃ��M(j��n)��������̽��,��ȡ���L(zh��ng)���M(j��n)��,������(gu��)��(n��i)���ú��հl(f��)��(d��ng)�C(j��)Ŀǰ�͌����ஔ(d��ng)�r(sh��)�g��(n��i)��Ȼ��ه����(gu��)GE��˾��Ӣ��(gu��)R-R��˾�����M(j��n)�����ԙC(j��)��(g��u)��
640-7.jpg (35.03 KB, ���d��(sh��): 2)
���d����
10 С�r(sh��)ǰ �ς�
�D 8 ����(gu��)���պ����(NASA)CMC�u݆�~Ƭ
Ŀǰ��(gu��)��(n��i)�⺽�հl(f��)��(d��ng)�C(j��)CMC�u݆�~Ƭ������,����Ҫ���w�S������ˇ�������g�Y(ji��)��(g��u),����ͨ�^���W(xu��)�����B���g(sh��)��(sh��)�F(xi��n)̼�����մɻ��w�����ܻ����mȻ�����w�S������,���B�m(x��)�Ժ�,�����W(xu��)���ܼѵȃ�(y��u)�c(di��n)�����y�Ԍ�(sh��)�F(xi��n)��(f��)�s�Y(ji��)��(g��u)��(sh��)�ֻ����κͽM�������{(di��o)��(���κͿ���),���S���������켼�g(sh��)�İl(f��)չ,���@���pС�˜u݆�~Ƭ�Y(ji��)��(g��u)�O(sh��)Ӌ(j��)�ļs�����Ķ����(f��)�sSiC-CMC�u݆�~Ƭ�ĸ����������ṩ����˼·,���ɴ�,��������ͨ��W(xu��)������հl(f��)��(d��ng)�C(j��)CMC�u݆�~Ƭ�����·������c�F(xi��n)�Ї�(gu��)��(n��i)�⼼�g(sh��)���,���Ɍ�(sh��)�F(xi��n)��(f��)�s�Y(ji��)��(g��u)�u݆�~ƬCMC�����Ƃ�/���ܳ���һ�w������,���l(f��)���˻��ڹ�̻�3D��ӡ�ĸ��w�e�������w�S�A(y��)���w���zעģ���ͼ��g(sh��)���˷��ˏ�(f��)�s�Y(ji��)��(g��u)CMC�u݆�~Ƭ���w�����y�ļ��g(sh��)ƿ�i,���Ի��W(xu��)�����B�Ƃ��w�S�����,����ԭλ�ϳɫ@��SiC�մɻ��w�����ܻ���ͨ�^�����O(sh��)Ӌ(j��)��ˇ��(sh��)�F(xi��n)CMC�M�������{(di��o)��,���ɫ@�Ï�(f��)�s�Y(ji��)��(g��u)CMC�u݆�~Ƭ��������,����CMC���ϔ����g����ߵ�8 MPa��m1/2����,�����������zעģ/ԭλ�ϳ�̼�����մɻ��w��(qi��ng)���{(di��o)�ط������о��������x�躬���^���nj�(d��o)��CMC���ϸߜ؏�(qi��ng)���^�͵���Ҫԭ��,��ͨ�^����̼Դ����w�S�A(y��)���w��̼����,����ԭλ�ϳɸߜ���(��̼�����軯�f)����CMC���������x�裬�����Æ��|(zh��)ʯī,�����x�躬����Ȼ�^��(�s31.83vol%),�����M(j��n)һ���������x���������÷�ȩ��֬���n�ѽ�,���о�������ȩ��֬����̼ǰ�(q��)�w���@������A(y��)���w��̼����,����ԭλ�ϳɸߜ������Ч����CMC���������x�裬���x�躬�����ֵС��10vol%,����(sh��)�F(xi��n)CMC�u݆�~Ƭ1 400 ��ߜ؏�(qi��ng)���_(d��)��400 MPa����,����������^��Ƭ�Y(ji��)��(g��u)CMC��(f��)�s�㲿�������췽��������������c���zעģ�Y(ji��)��,���_��(chu��ng)��̽���˶���������zעģ���g(sh��),���о��l(f��)�F(xi��n)�Ӡ��մɾ����^�ߏ�����(qi��ng)��ͬ�r(sh��)���F(xi��n)���^��đ�(y��ng)׃���������Ԍ�(sh��)�F(xi��n)CMC�u݆�~Ƭ�Y(ji��)��(g��u)���κͽM������һ�w����������,�����CMC�u݆�~Ƭ�A(y��)���w���w�S�˚��Y(ji��)��(g��u)�Ƃ䷽��,����ֱ����ӡ���g(sh��)���ξ����w�S(��)���մ�(��)�Y(ji��)��(g��u)������CMC�A(y��)���w��Ȼ��ͨ�^���W(xu��)�����B�@���w�S�����,���������(q��)�w���n�ѽ��(�磺��̼����)�M(j��n)���A(y��)���w���ܻ�,���״Ό�̼�����մɻ���(f��)�ϲ��ϵ��Ƃ�IJ����O(sh��)Ӌ(j��)�����g�˚��Y(ji��)��(g��u)�O(sh��)Ӌ(j��)�D(zhu��n)׃���о�����,��ͬ�Sֱ����ӡ���g(sh��)����Ч�������������w�S(��)�c�մ�(��)���w�e��,�����������w�S���@�����CMC���ϵĿ��������ܡ��^֮�F(xi��n)��3D��ӡ���̼�w�S���g̼�����(f��)�ϲ���,��ԓ������CMC��(qi��ng)�g������3������,���D 9���Ƃ��SiC-CMCs�u݆�~Ƭ��
640-8.jpg (19.67 KB, ���d��(sh��): 2)
���d����
10 С�r(sh��)ǰ �ς�
�D 9 SiC-CMCs�u݆�~Ƭ
���,������(du��)��ĿǰCMC�u݆�~Ƭ�w�S������ˇ,���������켼�g(sh��)���մɻ���(f��)�ϲ��������е��\(y��n)�ã��@���pСCMC�u݆�~Ƭ��(f��)�s�Y(ji��)��(g��u)�O(sh��)Ӌ(j��)�ļs��,����(sh��)�F(xi��n)CMC�w�S�M�������νY(ji��)��(g��u)�Ŀ���,���m�Ϗ�(f��)�s�Y(ji��)��(g��u)CMC�u݆�~Ƭ�ĸ����ܿ������죬�����Ƅ�(d��ng)δ�����M(j��n)���հl(f��)��(d��ng)�C(j��)��������,���s���Ї�(gu��)�c�W�����M(j��n)����ˮƽ�IJ��,��
2 �߷��Ӳ��ϼ����(f��)�ϲ�����������
������ͪ(Poly-Ether-Ether-Ketone��PEEK)�ǰ�Y(ji��)���������Ը߷��Ӿۺ������,�����Ѓ�(y��u)�����͟����c��(w��n)����,�����ң�̼�w�S,���մɲ���,�����ٻ����������(qi��ng)������γɵ�PEEK����(f��)�ϲ��Ͼ��и��郞(y��u)�����ﻯ���ܻ��γ��˾���ij�N�ض�����(��ݗ�䡢����׃��,����(d��o)�,��늴����ε�)�Ĺ����Բ��ϡ����,��PEEK�����(f��)�ϲ����ѽ�(j��ng)������͵��p�|(zh��)�����ܲ��ϻ����Բ��ϑ�(y��ng)���ں��պ����I(l��ng)��,����������S����������(3D��ӡ)���g(sh��)�İl(f��)չ,�����cPEEK�����(f��)�ϲ��ϵĽY(ji��)�ϣ����Կ��ٳ��νY(ji��)��(g��u)�����(f��)�s,������Ҫ�������ӵ��Ƽ�,��������������ں��պ����I(l��ng)��đ�(y��ng)�Ý�����PEEK�����(f��)�ϲ��Ͼ��нܳ�����ȼ��,�����W(xu��)����,������׃�Ժ���ƣ���ԣ�������ȼ���^�V�W(w��ng),����˨,����ĸ���@����,��œ��(n��i)���μ����,��œ��(n��i)��Ƥ�����C(j��)��|��ܼ����Ԫ��,��œ��(n��i)����,�����s�C(j��)�����w���㲿�����ѽ�(j��ng)��(y��ng)���ں��պ������ă�(n��i)�b��,���H��(gu��)������˹��I(y��)��PEEK�����ѽ�(j��ng)�ڳ��^15 000���w�C(j��)�ό�(sh��)�F(xi��n)�ˑ�(y��ng)��,���Ƚ��ٜp������_(d��)70%����(gu��)��(n��i)���w��˾Ҳ����PEEK���ϵĸ߉���|��(d��o)��������ٹܵ�,���p�ظ��_(d��)45%,�����������ȼ��Ч�ʡ�����,������PEEK�����(f��)�ϲ��σ�(y��u)�����ͺ���,����ˮ���ԡ����g�Եȣ�ͬ�ӿ��Ա���(y��ng)���ں��պ����������b��,����(gu��)��տ�˾�ѽ�(j��ng)����PEEK��������ȼ�����w�呪(y��ng)�õ��տ�A380�w�C(j��)��,�������ø�ģ��̼�w�S����(qi��ng)��PEEK���������w�C(j��)œ�T�����(y��ng)�õ��տ�A350-900�w�C(j��)�ϣ���������˾�t����PEEK��������݆ݞ�֑�(y��ng)�õ����Ͳ���777�w�C(j��)��,������,��PEEK�����(f��)�ϲ���߀�����_(d��)�쾀�������������ϣ��ѽ�(j��ng)�ڸ��N��̖(h��o)���պ������ϵõ����^���ձ�đ�(y��ng)��,��
2.1 PEEK������������
PEEK�����c��������(3D��ӡ)���g(sh��)�ĽY(ji��)��,����������Y(ji��)��(g��u)������,�����ܸ����(f��)�s���㲿��,�����ԝM�㺽�պ����I(l��ng)��?q��)��ڳ����١��[����,�����̽��,����܉����ȸ���Ӵε�����Ŀǰ��Ҫ����PEEK�����(f��)�ϲ��ϵ��������칤ˇ��Ҫ�з�ĩ�����Y(ji��)�����ڔD���ɷN��ʽ,����2015���ԁ�,����(gu��)���Ӣ��(gu��)�������ش�W(xu��),����(gu��)EOS��˾,��Ī˹��������W(xu��)����(gu��)��(n��i)��������ͨ��W(xu��),�����ִ�W(xu��)���о���λ�_�l(f��)�˿�����PEEK�����(f��)�ϲ��ϵķ�ĩ�����Y(ji��)�b������ڔD���b��,�����ڴ˻��A(ch��)���M(j��n)���˹�ˇԇ�(y��n)�о������ԫ@�����܃�(y��u)��,���Y(ji��)��(g��u)��(f��)�s�Ĺ��ܘ�(g��u)��,���@ʾ�����ں��պ����I(l��ng)���еđ�(y��ng)�Ý������������µđ�(y��ng)������,����(gu��)��ĚW������Ƴ������������PEEK����CubeSat���wС�l(w��i)���(xi��ng)Ŀ,�����M(j��n)���һ�Μy(c��)ԇ�\(y��n)�У�����(gu��)���պ���քt֧����һ�(xi��ng)SpiderFab�C(j��)����Ӌ(j��)��,��ּ�ڲ���CF/PEEK������܉�����������̫���늳���е�֧�νY(ji��)��(g��u),�����ڵ����_չ�˜y(c��)ԇԇ�(y��n)������(gu��)��(n��i)�����38����������ͨ��W(xu��)��������PEEK�����M(j��n)���ˏ�(f��)�s�Y(ji��)��(g��u)���_(d��)�쾀����������,��̽�������ں��պ����(f��)�s�h(hu��n)���µđ�(y��ng)�Ãr(ji��)ֵ,��
���ӽY(ji��)���c���W(xu��)�����{(di��o)���������켼�g(sh��)�c��(y��ng)�á�PEEK������һ�N��Y(ji��)���߷��Ӳ���,�����о��F(tu��n)�(du��)�l(f��)����һ�N���ӽY(ji��)���c���W(xu��)�����{(di��o)���������켼�g(sh��),������ͨ�^�{(di��o)�����������^���еğṤˇ����(sh��)(�h(hu��n)���ضȡ���ӡ�ضȡ���̎����ʽ��),���õ���ͬλ�ò�ͬ�Y(ji��)���ȵ�PEEK�����Ƽ�,�����Ƽ��Y(ji��)����Խ�ߣ���Ӳ��,��ģ��,����(qi��ng)��Խ�ߣ�������,���g��Խ��,����˿�����ͬһ�Ƽ����w�F(xi��n)����ͬ�����W(xu��)���ܣ��ԝM�㺽�պ���h(hu��n)����(f��)�s��(y��ng)����(y��ng)׃׃��������,��Ŀǰ,��ԓ���g(sh��)�����ձ鑪(y��ng)���ں��պ�������(n��i)�b���c���b���㲿�������죬����(j��)��(sh��)�H��(y��ng)�íh(hu��n)���M(j��n)��PEEK�����Ƽ���(qi��ng)�g�Ե��{(di��o)��,�����͑�(y��ng)�������,���x�����֡��쾀����֧������,����D 10��ʾ,��
640-9.jpg (13.22 KB, ���d��(sh��): 2)
���d����
10 С�r(sh��)ǰ �ς�
�D 10 œ��(n��i)�����c���_(d��)�쾀
�߾��ȴ�ߴ�PEEK�����������켼�g(sh��)�c��(y��ng)�á����պ����I(l��ng)��Ĵ�������гߴ��(�η���ߴ����1 m),������Ҫ��ߵ����c(di��n),�����,�����о��F(tu��n)�(du��)�_չ�߾��ȴ�ߴ�PEEK�����������켼�g(sh��)�о�,��ͨ�^׃�κ;��ȿ��ơ����������,����������e�;����a(b��)��?sh��)ȼ��g(sh��),���аl(f��)������PEEK�����(f��)�ϲ��ϵĸ߾��ȴ�ߴ����������b�䣬�Ɍ�(sh��)�F(xi��n)��ߴ�PEEK���Ϙ�(g��u)���ĸ߷�(w��n)������,��ͬ�r(sh��)��(sh��)�F(xi��n)��(n��i)�����ܽY(ji��)��(g��u)(���C�Y(ji��)��(g��u),����Y(ji��)��(g��u)��)�ĸ߾��ȳ��Ρ�Ŀǰ,��ԓ���g(sh��)���ԑ�(y��ng)���ں��պ��������^��ߴ�(0.5~1 m)��(sh��)�w����Ŀ��ٳ���,���ʹ�ߴ�(����1 m)��������Ŀɿ����죬���͑�(y��ng)�������_(d��)�쾀��,����ߴ��l(w��i)�������ڹ��ֵ�,����D 11��ʾ��
640-10.jpg (32.74 KB, ���d��(sh��): 2)
���d����
10 С�r(sh��)ǰ �ς�
�D 11 �߾��ȴ�ߴ����������b��(��)��1.3 m�ķ�C�Y(ji��)��(g��u)���_(d��)�쾀��(��)
�w�S����(qi��ng)PEEK����(f��)�ϲ����������켼�g(sh��)�c��(y��ng)��,�����˝M�㺽�պ����I(l��ng)����ߵ����ܺ���Ҫ��,�����Բ���̼�w�S�������w�S������(qi��ng)����(du��)PEEK�����M(j��n)�и��ԣ��������������켼�g(sh��)�M(j��n)�Џ�(f��)�ϲ������������,���о��F(tu��n)�(du��)���_չ���w�S����(qi��ng)PEEK����(f��)�ϲ����������켼�g(sh��)�о�,�����Ԍ�(sh��)�F(xi��n)���@�Ï�(f��)�ϲ����Ƽ��ľC�����W(xu��)�������^�ڼ�PEEK�����Ƽ����50%���ϣ���������Ƽ�����ĥ��,���͟��Ժͳߴ緀(w��n)����,���ɸ����m��(y��ng)����ď�(f��)�s�����c�ضȭh(hu��n)����Ŀǰ,��ԓ���g(sh��)���ԑ�(y��ng)���ں��պ������г��d�Y(ji��)��(g��u)�����͟�ȹ��ܽY(ji��)��(g��u)��������,���ڝM�������ͬ�r(sh��)�_(d��)���p�ص�Ŀ��(bi��o)�����͑�(y��ng)�����w�C(j��)��ϻ������,�������ܵ������w�y�w��(�D 12),��
640-11.jpg (27.63 KB, ���d��(sh��): 1)
���d����
10 С�r(sh��)ǰ �ς�
�D 12 ����������w�S����(qi��ng)PEEK����(f��)�ϲ������
2.2 ���l��Ƕ������Y(ji��)��(g��u)��������
�����[�����g(sh��)�܉���Ч��߬F(xi��n)����(zh��n)�C(j��)��ͻ�������Լ���(zh��n)��(zh��ng)�����������ǬF(xi��n)�����M(j��n)�����w��������Ҫ���g(sh��)ָ��(bi��o)�,��F(xi��n)����(zh��n)�C(j��)���[�����g(sh��)��ͨ�^�����w������Ŀ��(bi��o)�����_(d��)ɢ�����e(RCS)��(sh��)�F(xi��n)��,��Ŀǰ��Ҫͨ�^�����O(sh��)Ӌ(j��)���迹���d�Ͳ����������Ԍ�(sh��)�F(xi��n),���������[�����g(sh��)�ڲ�Ӱ��w�������w�Y(ji��)��(g��u)�ėl����,��ͨ�^����(d��ng)�Y(ji��)��(g��u)�O(sh��)Ӌ(j��)���Y(ji��)���ض��������ϵ���������,��������(sh��)�F(xi��n)�|(zh��)���p,���l��������Ƕȵ�늴��������c(di��n),����δ�������[�����g(sh��)����Ҫ�l(f��)չ�����څ��(sh��),�����M(j��n)�����w�����ܵ��Y(ji��)��(g��u)�O(sh��)Ӌ(j��)�������wϵ,�����칤ˇ���T��������,�������[�����g(sh��)������(j��)늴Ų���Փ��ͨ�^����(d��ng)�O(sh��)Ӌ(j��)��Ԫ�Y(ji��)��(g��u)�Ķ���(sh��)�F(xi��n)���w�Y(ji��)��(g��u)�����[��Ч��,���@Y(ji��)��(g��u)�������о��ɵĆ�Ԫ�Y(ji��)��(g��u),����ˌ�(du��)�ڼӹ��������ИO�������(zh��n)�����,���[�����g(sh��)�Č�(sh��)�F(xi��n)��Ȼ��������/�Y(ji��)��(g��u)����һ�w����(sh��)�F(xi��n)�w�����ľC���[��,�������������켼�g(sh��)���ڏ�(f��)�s�Y(ji��)��(g��u)�����ϵă�(y��u)��(sh��)���܉�?q��)��F(xi��n)������-�O(sh��)Ӌ(j��)-���족һ�w���ķ���,���،��˲��������������ܵ���������,����ˣ��ɞ��[�����g(sh��)��Ҫ�����췽��֮һ,��Ҳ�njW(xu��)�g(sh��)�I(l��ng)����̑�(y��ng)�õ��о����c(di��n),��
������ͨ��W(xu��)�F(tu��n)�(du��)ʹ�����w��̻��������칤ˇ(SL)������һ�N�ݶ����������_(d��)���սY(ji��)�(du��)��(g��u),��ԓ�Y(ji��)��(g��u)չʾ�����õ�늴������������^����(y��n)�C�˲����������켼�g(sh��)��(sh��)�F(xi��n)��(f��)�s�����Y(ji��)��(g��u)�ļ��g(sh��)��(y��u)��(sh��),���������I(y��)��W(xu��)�F(tu��n)�(du��)ʹ�����w��̻����g(sh��)(SL)�ͻ��W(xu��)�����B���g(sh��)�����˾��в�ͬ�Ƕȵķ�C��A(y��)l2O3/SiCw��(f��)�ϲ��������Y(ji��)��(g��u),��ͨ�^���Ʒ�C�Ƕȣ���(sh��)�F(xi��n)���������ܵ��{(di��o)��(ji��),����(d��ng)�ǶȞ�30��,����Ȟ�3.5 mm�r(sh��)�����������(y��u),����С����p���_(d��)��-63.65 dB,����Ч���Վ����_(d��)��4.2 dB(8.2~12.4 GHz)��ţ���W(xu��)�F(tu��n)�(du��)�����p���^���ڳ��e�������칤ˇ���첻ͬ���ϵĸ����Խ��|(zh��)��(f��)����,��һ��(g��)���^����ͽ�늳���(sh��)�Ķ����,����һ��(g��)���Ӹ߽�늳���(sh��)�ğo�C(j��)������������������Y(ji��)��(g��u)����������ܽӽ�15.75 GHz,�����ϴ�W(xu��)�F(tu��n)�(du��)�����x���Լ�����Y(ji��)�������칤ˇ(SLS)������һ�N���Ӳ�ͬ��Ԫ�ľ��|(zh��)���������Y(ji��)��(g��u),��ԇ�(y��n)��������4~18 GHz�������l��-10 dB���Ͼ����պ����W(xu��)�F(tu��n)�(du��)ʹ�ö���ϔ�(sh��)�ֹ�ͶӰ���g(sh��)(DLP)��(du��)ʯīϩ/�ʻ��F/�ۼ���ϩ�����ϩ�ȏ�(f��)�ϲ����M(j��n)�д�ӡ,��������һ�N�����p�ӽY(ji��)��(g��u)�������w,��ͨ�^�����p�ӽY(ji��)��(g��u)�ĺ�ȣ����Ԍ�(sh��)�F(xi��n)�������ܵ��{(di��o)��(ji��),��ͨ�^��(y��u)���õ���С����p�Ğ�-46.1 dB, ��Ч���Վ�����3.5 GHz,��
�������켼�g(sh��)�{�����ڏ�(f��)�s�Y(ji��)��(g��u)��������샞(y��u)��(sh��)�����[���Y(ji��)��(g��u)�����췽��@������Ҫ��ͻ��,��Ȼ���������о�?j��)?n��i)�ݲ��y�l(f��)�F(xi��n),��Ŀǰ���������[���Y(ji��)��(g��u)������������������������̶�,���@Ҳ�cĿǰ���|(zh��)����������Y(ji��)��(g��u)�����������Ǻ�,���Y(ji��)��(g��u)�c���ϵď�(f��)��������(y��u)��(sh��)��δͨ�^�������칤ˇ����w�F(xi��n),��
�����ܾۺ����(f��)�ϲ��������Y(ji��)��(g��u)�������칤ˇ�����Ծ�����ͪ(PEEK)������ĸ����ܾۺ������w����,���u���F�Ȳ���������������(qi��ng)����ϣ������һ�N�����B�m(x��)׃���IJ���/�Y(ji��)��(g��u)�O(sh��)Ӌ(j��)�c�������췽��,��ͨ�^��(du��)�O(sh��)Ӌ(j��)�B�m(x��)׃���İ�Ԫ�Y(ji��)��(g��u)�Լ���(f��)�ϲ������Մ��������{(di��o)��,����(sh��)�F(xi��n)���c���ɿ��g���ݶ��迹ƥ�估�Ӽ����졣
�O(sh��)Ӌ(j��)�Ķ��Ӽ�(j��)�����Y(ji��)��(g��u)��D 13(a)�͈D 13(b)��ʾ,��ԓ�Y(ji��)��(g��u)����10��(g��)�Ӽ�(j��),��ÿ��(g��)�Ӽ�(j��)��Ȟ�2 mm��ͨ�^�O(sh��)Ӌ(j��)ÿ�������Y(ji��)��(g��u)�Іΰ��Y(ji��)��(g��u)�΅���(sh��)�͏�(f��)�ϲ��Ϸֲ����õ��ĽM��ͬ�ݶȆ�Ԫ�Y(ji��)��(g��u),������,���ΰ��Y(ji��)��(g��u)�΅���(sh��)��D 13(b)��ʾ������߅�κ�ƽ����߅�Ώ�(f��)�϶���,�����а�Ԫ�߶�D����߅����W�鳣��(sh��)���քe��2 mm��0.2 mm,����ƽ����߅�Ό�(du��)߅��ֱ�߶�H��׃��,����ȡֵ������1.2~3.0 mm��
640-12.jpg (62.81 KB, ���d��(sh��): 2)
���d����
10 С�r(sh��)ǰ �ς�
�D 13 �����Y(ji��)��(g��u)�O(sh��)Ӌ(j��)
������(f��)�ϲ��τt�քe���þ�����ͪ(PEEK)��ĩ�Լ������ʻ��F��(����1~3 ��m)�Ƃ���3�N������3D��ӡ����������(f��)�ϲ��Ͻz��(50wt%,��60wt%,��70wt%)���y(c��)ԇ��3�N����(50wt%,��60wt%,��70wt%)��(f��)�ϲ��ϵ�늴����܅���(sh��)����12~18 GHz����(n��i),���S���ʻ��F��ȵ�����,����Ч��������������(f��)�ϲ��Ͻ�늳���(sh��)��(sh��)��,���Ō�(d��o)�ʌ�(sh��)��,���Ō�(d��o)��̓���������@��
�D 14���ӡ��ɵĶ��������Y(ji��)��(g��u)ԇ�Ӽ��ڲ�ͬ�Ƕ�����늴Ų��µķ���p�������y(c��)ԇ�Y(ji��)��,���y(c��)ԇ�Y(ji��)���@ʾ,���S��늴Ų�����Ƕȏ�20�����ӵ�50�㣬���������Y(ji��)��(g��u)����p��������u�����Ƅ�(d��ng),������������u�½�,���D 14(c)�͈D 14(d)�@ʾ����(d��ng)����Ƿքe��20���30��r(sh��),����(sh��)�y(c��)����p��ֵ�����^����Y(ji��)�����w����ƫ��,����(d��ng)����Ƿքe��40���50��r(sh��)����(sh��)�y(c��)����p��ֵ�����^����Y(ji��)�����w����ƫ��,���@��Ҫ������3D��ӡ�����`�(d��o)�����ڲ�ͬ����Ƕ��������迹�l(f��)��׃��,���Ķ���������Ч���c����Y(ji��)���IJ����K���Եó��Y(ji��)Փ,����(d��ng)늴Ų�����Ƕȷքe��20��,��30�㡢40��,��50��r(sh��),�����Ӽ�(j��)�ݶ������Y(ji��)��(g��u)����Ч����(��-10 dB)�l���քe��9.8 GHz(8.2~18 GHz)��9.65 GHz(8.35~18 GHz),��9.25 GHz(8.75~18 GHz),��8.6 GHz(9.4~18 GHz)��
640-13.jpg (89.23 KB, ���d��(sh��): 2)
���d����
10 С�r(sh��)ǰ �ς�
�D 14 3D��ӡ�Ӽ����y(c��)ԇ�Y(ji��)��
������(f��)�ϲ����������켼�g(sh��)ͨ�^�Y(ji��)��(g��u)��Ԫ���O(sh��)Ӌ(j��),���Y(ji��)�϶�N���Մ�����������,�������M(j��n)һ���،������l��,�����w�Y(ji��)��(g��u)����������Ҳ�õ��˸��ơ��S�������[�����g(sh��)�Ŀ��ٵİl(f��)չ,�����l,��ȫ���d/����һ�w���ѽ�(j��ng)�ɞ�δ�������[�����g(sh��)����Ҫ�l(f��)չڅ��(sh��),������늴œp��ԭ���Ŀɿ��Y(ji��)��(g��u)һ�w���O(sh��)Ӌ(j��),����߶�(/�{)��(f��)�ϲ����Լ��߾���������P(gu��n)�I���g(sh��)�о�����(y��ng)�ã������ɞ錍(sh��)�F(xi��n)�����[��ͻ�Ƶ���Ҫ���g(sh��)�ֶ�,�������[��Ş���όӽ������I(l��ng)��@���ش�(y��ng)��,��
3 �B�m(x��)�w�S����(qi��ng)��(f��)�ϲ���3D��ӡ��̫������
�w�S����(qi��ng)��֬����(f��)�ϲ��Ͼ����p�|(zh��)�ߏ�(qi��ng)�ȃ�(y��u)�����ԣ��F(xi��n)�Џ�(f��)�ϲ��ϳ��ι�ˇ��ቺ��,���Ԅ�(d��ng)䁷�,���w�S�p�@���L(zh��ng)���ԁ���o���[Óģ�ߵĴ������R���ӹ��ɱ��ߡ����a(ch��n)�^�����s,�������(g��u)�ͺ�(ji��n)�εȹ��Ԇ��},����˰l(f��)չ�µď�(f��)�ϲ��ϵͳɱ�һ�w���������켼�g(sh��)������һ����(f��)�ϲ�����Ҫ�l(f��)չ�����c���g(sh��)����(zh��n)�������,���B�m(x��)�w�S����(qi��ng)��(f��)�ϲ���3D��ӡ���g(sh��)����һ�N���d�ď�(f��)�ϲ������켼�g(sh��),�����^��3D��ӡ�oģ���ɳ��εļ��g(sh��)��(y��u)��(sh��)���[Ó�߰���ģ������,����͏�(f��)�ϲ��ϵļӹ��ɱ�,����(sh��)�F(xi��n)��(f��)�s��(g��u)����һ�w�����Ρ����,���B�m(x��)�w�S����(qi��ng)��(f��)�ϲ���3D��ӡ��F(xi��n)�A�����M(j��n)��(f��)�ϲ������R�İl(f��)չ�����ṩ��һ�N�C���ԵĽ�Q����,������ʮ����Ҫ�ĿƌW(xu��)���x�c���̑�(y��ng)�Ãr(ji��)ֵ��
3.1 �B�m(x��)�w�S����(qi��ng)��(f��)�ϲ���3D��ӡ
ԓ���g(sh��)�ڂ��y(t��ng)���ϔD�����ι�ˇ(ME)���A(ch��)�τ�(chu��ng)�°l(f��)չ������,������(j��)ԭ�����c��ӡ��ʽ�IJ�ͬ��Ҫ�����B�m(x��)�w�S�A(y��)���z3D��ӡ�c�B�m(x��)�w�S�ɽzԭλ���n3D��ӡ�ɷN��ͬ����ʽ,��
�B�m(x��)�w�S�A(y��)���z3D��ӡ������Ҫ�Ƃ��w�S�A(y��)���z���������A(y��)���z�M(j��n)��3D��ӡ,�����ʹ��������(gu��)Markforged��˾,��Markforged��2014���_ʼ��m(x��)�Ƴ�Markϵ�д�ӡ�C(j��)����Ҫ���Ãɂ�(g��)��(d��)�����^,��һ��(g��)���^�D�������Ԙ�֬,������һ��(g��)�B�m(x��)�w�S�A(y��)���z��,���ɂ�(g��)���^��Ϲ����քe䁷����ژ�֬�c�w�S�A(y��)�����M(j��n)�И�(g��u)��݆���c��(n��i)�����Y(ji��)��(g��u)������,����ӡ̼�w�S����(qi��ng)������(f��)�ϲ������쏊(qi��ng)���cģ���քe�_(d��)��700 MPa�c54 GPa���B�m(x��)�w�S�A(y��)���z3D��ӡ��ˇ���P(gu��n)�I���w�S�A(y��)���z�ĵ��Ƃ�,��Hu���_�l(f��)�������ݗU�D�����ڽ��n�ķ�ʽ�Ƃ�̼�w�S����(qi��ng)PLA�A(y��)���z,�����ژ�֬���ݗU���D(zhu��n)��������������(d��ng)�Ը���ͬ�r(sh��)���ݗU���s�����®a(ch��n)���^��ĉ���,�������םB���w�S����(n��i)���γɾ������ý�����A(y��)���z��
�B�m(x��)�w�S�ɽzԭλ���n3D��ӡ,���c�A(y��)���z��ӡ���ą^(q��)�e�����B�m(x��)�w�Sֱ�Ӳ����w�S�ɽz,����ӡ�^�����w�S�c��֬ͬ�r(sh��)���뵽ͬһ��(g��)3D��ӡ�^��(n��i)���ڼӟ�������֬�ڻ��c�w�S��(f��)��,��֮���(f��)�ϲ��ϔD���ӌӶѷe�������S���,��������ͨ��W(xu��)�о��F(tu��n)�(du��)��2014��������������w�S�ɽz�c�����Ԙ�֬�z�Ğ�ԭ�����M(j��n)���B�m(x��)�w�S��(f��)�ϲ���ԭλ���n3D��ӡ�ļ��g(sh��)ԭ�����ɹ���(sh��)�F(xi��n)���B�m(x��)̼�w�S����(qi��ng)ABS��(f��)�ϲ��ϵĴ�ӡ,����(d��ng)�w�S������10%���ҕr(sh��),�����쏊(qi��ng)���cģ���քe�_(d��)����147 MPa�c4.185 GPa���Ǽ�ABSԇ�ӵ�5���c2������,��2015��,���|�����ƴ�W(xu��)Matsuzaki���_�l(f��)��ԭλ���nME��ˇ��(sh��)�F(xi��n)���B�m(x��)̼�w�S����(qi��ng)�������(f��)�ϲ��ϵĴ�ӡ����(d��ng)�w�S������6.6%�r(sh��),�����쏊(qi��ng)���cģ���քe�_(d��)����200 MPa�c20 GPa,����D 15��ʾ��
640-14.jpg (55.74 KB, ���d��(sh��): 2)
���d����
10 С�r(sh��)ǰ �ς�
�D 15 �B�m(x��)�w�S�ɽzԭλ���n3D��ӡ��ˇ
��(du��)�B�m(x��)�w�S����(qi��ng)�����ԏ�(f��)�ϲ���3D��ӡ�_չ��ϵ�y(t��ng)�ij��ι�ˇ��(sh��)�(y��n),���о���3D��ӡ��ˇ����(sh��)��׃����(du��)��(f��)�ϲ������W(xu��)���ܵ�Ӱ�Ҏ(gu��)��,����(f��)�ϲ��Ϗ��������c��ӡ�^�ضȳ�ؓ(f��)���P(gu��n)�P(gu��n)ϵ���c�Ӻ��,�������g���ؓ(f��)���P(gu��n)�P(gu��n)ϵ,������������ˇ����(sh��)��׃����(hu��)��������^���Мض��c������׃�������ߕ�(hu��)��׃��(f��)�ϲ��ϵ��^�Y(ji��)��(g��u),��ͬ�r(sh��)��ˇ����(sh��)Ҳ��(hu��)��׃��(f��)�ϲ��ϵ��w�S����,���^�Y(ji��)��(g��u)�ĺÉ��Լ��w�S�����ĸߵ��ǛQ����(f��)�ϲ��Ϻ��^���W(xu��)���ܵ���Ҫ���أ����,�����B�m(x��)�w�S3D��ӡ��ˇ�п���ͨ�^��ˇ����(sh��)���{(di��o)�،�(sh��)�F(xi��n)��(f��)�ϲ��ϵ����ܿɿ�����,��
�����B�m(x��)�w�S3D��ӡ���g(sh��)��(d��)�صĹ�ˇ��(y��u)��(sh��)���܉팦(du��)��(f��)�ϲ��ϽY(ji��)��(g��u)�O(sh��)Ӌ(j��)�c��������ĸ���,����(du��)��ͻ�ƬF(xi��n)�Џ�(f��)�ϲ��ϵđ�(y��ng)��ģʽ���M(j��n)��(f��)�ϲ�������V���I(l��ng)��l(f��)չ���о���,���о��F(tu��n)�(du��)���@�B�m(x��)�w�S3D��ӡ�M(j��n)���˳����đ�(y��ng)��̽����һ����,���_�l(f��)�ˏ�(f��)�ϲ����p�|(zh��)�Y(ji��)��(g��u)һ�w�����μ��g(sh��),���粨�y��Y(ji��)��(g��u)����C�Y(ji��)��(g��u)��,���ɱ���(y��ng)���ں��պ���,����܇��ͨ���I(l��ng)���Q���y(t��ng)���칤ˇ�ɱ��ߡ������L(zh��ng)�Ć��},�����M(j��n)һ���p��,���������ܵ�Ч��,����D 16��ʾ����һ����,��̽���˻����B�m(x��)�w�S3D��ӡ�ĽY(ji��)��(g��u)����һ�w��,�����ܻ���(f��)�ϲ�����������ԣ�ͨ�^��(du��)3D��ӡ�B�m(x��)�w�S�в��Ϸֲ�,���w�S·��Ҏ(gu��)�����O(sh��)Ӌ(j��)��(sh��)�F(xi��n)��(f��)�ϲ��ϵĿɿ�׃���Լ�����׃�Π�B(t��i)�Č�(sh��)�r(sh��)�z�y(c��),����(sh��)�F(xi��n)��(f��)�ϲ�����(d��ng)�����е�һ�w��,����δ����׃�ΙC(j��)��,�����ԙC(j��)���˵��I(l��ng)����о�ĝ��ڑ�(y��ng)�Ãr(ji��)ֵ����D 17��ʾ,��
640-15.jpg (53.85 KB, ���d��(sh��): 2)
���d����
10 С�r(sh��)ǰ �ς�
�D 16 �p�|(zh��)�Y(ji��)��(g��u)�B�m(x��)�w�S3D��ӡһ�w������
640-16.jpg (83.69 KB, ���d��(sh��): 2)
���d����
10 С�r(sh��)ǰ �ς�
�D 17 �B�m(x��)�w�S����(qi��ng)�����ԏ�(f��)�ϲ���4D��ӡ�c׃���{(di��o)�ؼ��g(sh��)
���@�B�m(x��)�w�S����(qi��ng)��(f��)�ϲ���ԭλ���n3D��ӡ���g(sh��),�������˻��A(ch��)��ˇ����(sh��)��(du��)��(f��)�ϲ������W(xu��)���ܵ��{(di��o)�ؙC(j��)�ƌ�(sh��)�F(xi��n)��(f��)�ϲ��ϵ����ܿɿ����죬���c(di��n)�_�l(f��)��3D��ӡ�B�m(x��)�w�S��(f��)�ϲ��϶��ؽY(ji��)�Ͻ��揊(qi��ng)������,�������ˏ�(f��)�ϲ��ϵĽ���Y(ji��)�Ϗ�(qi��ng)���c�^�Y(ji��)��(g��u),�����C�ˏ�(f��)�ϲ��σ�(y��u)�������W(xu��)���ܣ������Ώ�(f��)�ϲ����w�S�w�e��?j��n)?sh��)�_(d��)��50.2vol%����,���v�����쏊(qi��ng)���cģ���քe�_(d��)������ߵ�766.67 MPa�c77.25 GPa,����(sh��)�F(xi��n)�ˏ�(f��)�ϲ��Ϙ�(g��u)���ͳɱ��������죬��(du��)�ڴ��M(j��n)��(f��)�ϲ����ں��պ������Ҫ���I(y��)�I(l��ng)���M(j��n)һ�����p����,�����ܻ�,�����ɻ��ȷ���l(f��)չ������Ҫ���x��
3.2 ̫���B�m(x��)�w�S��(f��)�ϲ���3D��ӡ
̫���������δ���l(f��)չ������ס����Ҫ�I(l��ng)��,���������P(gu��n)��Ҫ�İl(f��)չ���x�͑�(zh��n)�ԃr(ji��)ֵ,���dzГ�(d��n)�ͱ��o(h��)��(gu��)�Ұ�ȫ�Ͱl(f��)չ���P(gu��n)�I���}֮һ�������,������(g��)��(gu��)�Ҟ���̽��̫�յĿ�����,����(zh��ng)�Z̫���I(l��ng)��ă�(y��u)�ș�(qu��n)���������l(f��)չ���켼�g(sh��),���Ķ����������S��̫�Ց�(zh��n)��Ҏ(gu��)��,��������(gu��)2018���ƶ��ġ���(gu��)�Һ����(zh��n)�ԡ��Լ����_˹�ġ�2016��2025����_˹(li��n)���Ҏ(gu��)�����ȣ�̫��3D��ӡ�t���J(r��n)���Ǻ��켼�g(sh��)�l(f��)չ�ĺ��ķ���֮һ,��
̫��3D��ӡ��ָ�ڿ��g�h(hu��n)��(����,����ա��ߵ͜ص�)��ͨ�^3D��ӡ��(sh��)�F(xi��n)̫�ջ��ػ�(g��u)����ԭλ���μ��g(sh��),��̫��3D��ӡ���g(sh��)ͨ�^������h(hu��n)���͑�(y��ng)�íh(hu��n)���y(t��ng)һ,����(sh��)�F(xi��n)����ԭλ���죬��Ó����������-�\(y��n)ݔ�M�b���Ă��y(t��ng)ģʽ���������˺�����(d��ng)���`����,�������˼��g(sh��)�ɱ�,�����ЏV韵đ�(y��ng)�úͰl(f��)չǰ��,��
����(gu��)���_չ̫��3D��ӡ���g(sh��)���P(gu��n)�о�����Ҳ�Ǽ��g(sh��)�����M(j��n)�ć�(gu��)��,������(gu��)���պ����(NASA)����(d��o)��������ͬ�о��C(j��)��(g��u)�_չ�˸��̫��3D��ӡ��̽���о�����(sh��)ʩӋ(j��)����NASA�RЪ���w��������1993��������_չ���ָ߷��Ӿۺ���FDM��ˇ��(du��)���g�h(hu��n)���m��(y��ng)�Է����о�,������1999���_չ�����w��ԇ�(y��n),���(y��n)�C�������h(hu��n)���µ�FDM��ˇ�Ŀ����ԡ�NASA�m���о����Ąt�_�l(f��)��һ���m����̫���w�е��p��������۽z���e�O(sh��)��(EBF3),����ͨ�^�����w��ԇ�(y��n),��������(sh��)�F(xi��n)���w���^���еĘӼ����Σ��(y��n)�C��ԓ��ˇ�Ŀ�����,��NASA��Made In Space��˾��2014�������(sh��)�F(xi��n)��ȫ���״�œ��(n��i)̫��3D��ӡ,����(sh��)�F(xi��n)������FDM���g(sh��)���ζ���(g��)ABS�Ӽ�����D 18��ʾ,������2015��4�³ɹ�������NASA�RЪ���w������,��������M(j��n)̫��3D��ӡ���M(j��n)�̣���(sh��)�F(xi��n)�ˏĵ����(y��n)�C����܉���ε��w�S,��NASA��Tether Unlimited��˾�t���������SpiderFab���g(sh��)���ڌ�(sh��)�F(xi��n)���Ϳ��g��ܽY(ji��)��(g��u)��һ�w��œ����܉����,��
640-17.jpg (45.55 KB, ���d��(sh��): 2)
���d����
10 С�r(sh��)ǰ �ς�
�D 18 ����(gu��)2014�ꌍ(sh��)�F(xi��n)�״�̫��3D��ӡ
�W��̫��3D��ӡͬ�Ӱl(f��)չѸ�͡��W�����(ESA)�ڙ�(qu��n)�����Altran��˾�����˵�һ�_(t��i)FDM���g3D��ӡ�C(j��)-POP3D,������2015�ꌢ��ɹ������(gu��)�H���gվ,����̫���㲿���ļӹ����S�ṩ���(y��n)�C���A(ch��)�����_˹��2016���(b��o)��,������ľ˹��������W(xu��)�߿Ƽ������о�����4�҆�λ(li��n)��������ԓ��(gu��)�����_(t��i)̫��3D��ӡ�әC(j��),��
�Ї�(gu��)��̫��3D��ӡ���g(sh��)��ȚW�����^������ĿǰҲ�ь�(sh��)�F(xi��n)�˲��ֹ�ˇ���O(sh��)��Ē����w�Ќ�(sh��)�(y��n)��œ��(n��i)�(y��n)�C,���Ї�(gu��)�ƌW(xu��)Ժ���g��(y��ng)�ù����c���g(sh��)������2016�깲ͬ�����ˇ�(gu��)��(n��i)���_(t��i)FDM̫��3D��ӡ�C(j��),�����ڷ���(gu��)����������˒��タʧ���w��ԇ�(y��n)����(sh��)�F(xi��n)�˰������w����(qi��ng)��(f��)�ϲ����ڃ�(n��i)�Ķ�����wϵ�����h(hu��n)���(y��n)�C�c��ˇ̽��,��
2020��5��7��,��������ͨ��W(xu��)�ͱ����l(w��i)������S(li��n)���аl(f��)��̫��3D��ӡ�C(j��)�ɹ����d���L(zh��ng)����5̖(h��o)�\(y��n)�d�����(sh��)�F(xi��n)��̫��3D��ӡ���@Ҳ��ȫ���״��B�m(x��)�w�S����(qi��ng)��(f��)�ϲ��ϵ�̫��3D��ӡ,����D 19��ʾ,���B�m(x��)�w�S����(qi��ng)��(f��)�ϲ���̫��3D��ӡ��l(f��)չ�ߏ�(qi��ng)�ȸ߄��ȿ��g��(g��u)����ԭλ�����ṩ�˄�(chu��ng)������Ч�ļ��g(sh��)�ֶΡ�
640-18.jpg (25.11 KB, ���d��(sh��): 2)
���d����
10 С�r(sh��)ǰ �ς�
�D 19 �Ї�(gu��)��(sh��)�F(xi��n)ȫ���״��B�m(x��)�w�S����(qi��ng)��(f��)�ϲ��ϵ�̫��3D��ӡ
ᘌ�(du��)̫��3D��ӡ,��Ŀǰ���_��(b��o)�������P(gu��n)�о���Ҫ��3����,���քe������̫�խh(hu��n)����3D��ӡ��ˇ���O(sh��)��ĵ����œ��(n��i)�(y��n)�C��̫��3D��ӡ�ĸ����ܲ����о��Լ�̫�խh(hu��n)���µIJ��ϻ����ٴ�ӡ��
�F(xi��n)�A��,��̫��3D��ӡ�ĵ����(y��n)�C����܉��(sh��)�(y��n)����ABS,��PLA�ȼ���֬�Լ����ٷ�ĩ����ԭ�����_չ���P(gu��n)�(y��n)�C�о������P(gu��n)�����wϵ�y�ԝM��̫�խh(hu��n)���¸ߙC(j��)е���ܵķ�(w��n)�������Լ��ߵ͜����g�ĭh(hu��n)������������,��������ͨ��W(xu��)������B�m(x��)�w�S����(qi��ng)��(f��)�ϲ���3D��ӡ��ˇ,���܉�_��ԭ���ϵ��B�m(x��)�ԣ��˷���̫����Һ�w����ĩ�ΑB(t��i)���ϵ��y�Է�(w��n)�����ε�ȱ��,���B�m(x��)�w�S��(f��)�ϲ���Ҳ�܉�M��̫���Ƽ��p�|(zh��)��ģ������������,��Ŀǰ�ь�(sh��)�F(xi��n)�˶�N�����wϵ�ĵ����(y��n)�C���O(sh��)���������u(p��ng)��,�����оͰ����͜ؼ����g������ѵ��B�m(x��)̼�w�S����(qi��ng)������ͪ��(f��)�ϲ���,����3D��ӡ�Ӽ��ď�����(qi��ng)�Ⱥ�ģ���ɷքe���^480 MPa��37 GPa�����ڬF(xi��n)�д��X�Ͻ���Ʒ�����W(xu��)����,���ٴ��C��(sh��)���B�m(x��)�w�S��(f��)�ϲ����wϵ��̫�����õđ�(y��ng)��ǰ��,��
640-19.jpg (181.41 KB, ���d��(sh��): 2)
���d����
10 С�r(sh��)ǰ �ς�
̫���еIJ��ϻ����������ǜp��̫�ՏU����Ⱦ�����Ͳ��ϼ��\(y��n)ݔ�ɱ�,�����̫��������Ч����Ч�ֶ�,��Made In Space��˾�ڃ�(n��i)�Ķ���о��C(j��)��(g��u)�����^�_չ�ԟ����Ԙ�֬�錦(du��)��Ŀ��g���������ü��g(sh��)�о�������ڼ���֬,���B�m(x��)�w�S����(qi��ng)�����ԏ�(f��)�ϲ����܉���õذl(f��)�]�B�m(x��)�w�S���ΑB(t��i)��(y��u)��(sh��),����(sh��)�F(xi��n)�����ٴ�ӡ��Ŀ��(bi��o)��������ͨ��W(xu��)�о��ˆT̽�����B�m(x��)̼�w�S����(qi��ng)������(CCF/PLA)��(f��)�ϲ��ϵĻ���������,��
ͨ�^�ǽ��|ʽ�ӟ����ڵķ�ʽ�M(j��n)�����ӡ·���Ľz�Ą��x���վ�,������(sh��)�F(xi��n)���δ�ӡ���Ρ���(j��ng)�^���ܜy(c��)ԇ,���Y(ji��)���������γ��ε����W(xu��)��������״δ�ӡ������25%,���ٴ��C��(sh��)�B�m(x��)�w�S��(f��)�ϲ��ϵĻ��������ò��H������̫�վGɫ��(ji��)�����죬Ҳ�܌�(sh��)�F(xi��n)���W(xu��)���ܵ���Ч����,�����,���_չ���g�h(hu��n)���µ��B�m(x��)�w�S��(f��)�ϲ��ϵĻ��������Ì���(hu��)��δ��ԓ���g(sh��)�l(f��)չ��һ��(g��)��Ҫ����
4 �Y(ji��)Փ�cչ��
1) �������켼�g(sh��)�ں��պ����I(l��ng)����о�İl(f��)չ���g,���䑪(y��ng)�ÿ��Է֞�3��(g��)����,����1��(g��)����?zh��n)��y(t��ng)�O(sh��)Ӌ(j��)�����Ͳ����wϵ�����������켼�g(sh��)�M(j��n)�И�(g��u)�����죻��2��(g��)�����������µĽY(ji��)��(g��u)�O(sh��)Ӌ(j��)�����������켼�g(sh��),����3��(g��)�����Dz����µĹ��ܲ����c�Y(ji��)��(g��u)�O(sh��)Ӌ(j��)һ�w���������쌍(sh��)�F(xi��n)�����µĹ���,��δ�����պ����I(l��ng)��(y��ng)�Ñ�(y��ng)ԓ���ܲ����c�Y(ji��)��(g��u)�O(sh��)Ӌ(j��)һ�w����������l(f��)չ��
2) ���հl(f��)��(d��ng)�C(j��)�u݆�~Ƭ�Ǻ��������һ��(g��)�����y�c(di��n),�������c���y(t��ng)�T���ںϵ���о/�͚�һ�w�����g(sh��)������Ч��������Ч��,���鮐�͚��,��ͱ���Y(ji��)��(g��u)�����ṩ��;�����l(f��)չ���ظߜغϽ���մɏ�(f��)�ϲ����~Ƭ�������켼�g(sh��)�ǜu݆�~Ƭ׃��l(f��)չ�ķ���,��
3) �Ծ�����ͪ������ĸ������p�|(zh��)�ۺ��P���(f��)�ϲ����ں��պ����I(l��ng)����ЏV韵İl(f��)չǰ��,������������칤ˇ�{(di��o)�ؽY(ji��)���Ȍ�(sh��)�F(xi��n)��(du��)���W(xu��)���ܵĿ��ƣ���(sh��)�F(xi��n)��������Ŀ��ο�������,�����w�S�c������ͪ��(f��)�������������옋(g��u)�������W(xu��)����,��늴����������c������ͪ��(f��)�ϿɌ�(sh��)�F(xi��n)���Ќ��l��Ƕ��������ܣ���늴Ų��[��������(d��ng)�O(sh��)Ӌ(j��)�Ϳɿ������ṩ�·���,��
4) �B�m(x��)�w�S3D��ӡ���g(sh��)�o��ģ��,���܉팦(du��)��(f��)�ϲ��ϽY(ji��)��(g��u)�O(sh��)Ӌ(j��)�c��������ĸ���,��δ��������(f��)�ϲ�����(d��ng),�����е�һ�w����4D��ӡ����l(f��)չ���B�m(x��)�w�S����(qi��ng)��(f��)�ϲ���̫��3D��ӡ��l(f��)չ�ߏ�(qi��ng)�ȸ߄��ȿ��g��(g��u)����ԭλ�����ṩ�˄�(chu��ng)������Ч�ļ��g(sh��)�ֶ�,���Ї�(gu��)��(sh��)�F(xi��n)ȫ���״��B�m(x��)�w�S����(qi��ng)��(f��)�ϲ��ϵ�̫��3D��ӡ,�����Ї�(gu��)δ��̫�����켼�g(sh��)��(j��ng)��(zh��ng)�춨�����õĻ��A(ch��)��
5) ���պ���a(ch��n)�I(y��)�LJ�(gu��)������I(y��)��(sh��)�����w�F(xi��n),���������켼�g(sh��)�đ�(y��ng)�����Ї�(gu��)���պ��켼�g(sh��)�s���������M(j��n)��(gu��)�ҵĚvʷ�ԙC(j��)��,��δ���������켼�g(sh��)�l(f��)չ��Ҫ��Ҫ�P(gu��n)ע3��(g��)������Ҫ�Ͱl(f��)չ�����캽�����l(f��)չ����Y(ji��)��(g��u)���w������l(f��)չ����Ҫ�������켼�g(sh��)��(sh��)�F(xi��n)��(g��u)�������w������,���@��������Ȝp���㲿����(sh��)��,����(sh��)�F(xi��n)�p�|(zh��)�����ܽY(ji��)��(g��u)�İl(f��)չ�����պ�������(g��u)�������ܰl(f��)չ,���������켼�g(sh��)����(sh��)�F(xi��n)��ܲ��ϵĻ������,�����d������,������,��ͨӍ���Ը�֪�ȶ��,��ʹ�ú��պ��옋(g��u)�������ܻ��l(f��)չ,��̫�����쌢�Ɍ�(sh��)�(y��n)����(y��ng)�ã��@����׃�F(xi��n)�еĺ���������ģʽ,���O�˭h(hu��n)��,��ʧ�ء����ĵȗl����,���������켼�g(sh��)��(hu��)���R�S���µ�����(zh��n)�͙C(j��)��,��̫���������켼�g(sh��)�п��ܳɞ�̫�տƼ������c(di��n)��
|








 �ղ�
�ղ� �D(zhu��n)��
�D(zhu��n)�� ֧��
֧�� ����(du��)
����(du��)
 �����W(w��ng)����11010802043351
�����W(w��ng)����11010802043351