本帖最后由 阿森納球童 于 2016-5-13 15:44 編輯

1_副本.jpg (31.9 KB, 下載次數(shù): 216)
下載附件
2016-5-13 15:38 上傳
在金屬3D打印在近期不斷傳來各種捷報的同時,陶瓷3D打印的討論也變得更加熱烈。
靖哥與陶瓷3D打印領域專家宋軒教授約稿,并將宋教授整理的資料發(fā)布出來,以饗讀者。
宋教授——宋軒,美國南加州大學博士,愛荷華大學助理教授,主要研究領域為陶瓷光固化成型、新型增材制造工藝開發(fā)等,也是國內著名DLP打印公司Sprintray的共同創(chuàng)辦人。
陶瓷材料作為三大基本材料之一,以優(yōu)良的理化特性在工業(yè)界被廣泛應用。但因傳統(tǒng)陶瓷制備工藝的限制,工業(yè)中使用的陶瓷制品往往只具備簡單的三維形狀。三維打印工藝的發(fā)展讓復雜的陶瓷產品成為可能。目前來看,已經被成功應用于陶瓷材料的三維打印的工藝包括噴嘴擠壓成型,立體光刻成型(面曝光和激光),粘合劑噴射成型,選擇性激光燒結或熔融成型,漿料層鑄成型(slurry-layer casting)等。
以上所列這些工藝與傳統(tǒng)的3D打印工藝并無大的不同,主要的區(qū)別在于用于陶瓷打印時,這些工藝采用的原材料為陶瓷粉末或陶瓷漿料,其中陶瓷漿料因為其優(yōu)良的成型特性而應用更為廣泛。下面我們對這些工藝逐一分析,為讀者選擇合適的陶瓷打印工藝提供參考。
噴嘴擠壓成型
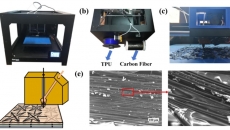
噴嘴擠壓成型與塑料3D打印的熔融沉積成型技術(FDM)類似。該技術采用混有陶瓷粉末的噴絲(filament)作為原材料,使用100攝氏度以上的溫度將噴絲中的高分子材料融化后擠出噴嘴,擠出后的陶瓷高分子復合材料因為溫差而凝固。
2_副本.jpg (47.44 KB, 下載次數(shù): 195)
下載附件
2016-5-13 15:38 上傳
圖1. 熱熔沉積式陶瓷打印機 (美國羅格斯大學開發(fā))
除此之外,也有部分工藝采用高粘度的陶瓷漿料作為原材料,直接通過噴嘴擠出后在空氣中干燥固化。這種陶瓷漿料的主要成分是陶瓷粉末和粘合劑,其中粘合劑在成型過程中起到粘合陶瓷粉末的作用。無論是陶瓷噴絲還是陶瓷漿料作為原材料,這種工藝得到的三維模型都需要進一步進行熱處理,即脫脂和燒結。脫脂和燒結也是傳統(tǒng)陶瓷加工工藝中使用的致密化陶瓷產品的手段。目前來看,面向陶瓷的噴嘴擠壓成型工藝受限于相對粗糙的加工精度,還主要集中于實驗室研究,成熟的基于該工藝的3D打印機還未出現(xiàn)。
3_副本.jpg (57.01 KB, 下載次數(shù): 235)
下載附件
2016-5-13 15:38 上傳
圖2. 冷凝擠壓式陶瓷打印機(美國密蘇里科技大學開發(fā))
立體光刻成型
立體光刻成型是目前市場上陶瓷打印的主要技術,也是商業(yè)化相對成功的技術。該技術采用一種由陶瓷粉末、光引發(fā)劑、分散劑等混合而成的光固化膠,工藝本身與目前市場上的DLP和SLA打印機并無大的區(qū)別。有的產品(如Lithoz)會因為光固化膠的高粘度而使用特殊的刮刀涂抹手段來加快成型過程中的材料填充,但歸根結底其本質與普通樹脂成型并無大的區(qū)別。與噴嘴擠壓出的毛坯件一樣,立體光刻工藝制造出的3D模型也需要在高溫爐中進行脫脂和燒結。根據有關公司的產品介紹,使用該工藝制造出的陶瓷制品(例如氧化鋁、氧化鋯、磷酸鈣等)密度可高達99%以上。
4_副本.jpg (87.48 KB, 下載次數(shù): 205)
下載附件
2016-5-13 15:38 上傳
圖3. Lithoz陶瓷打印機
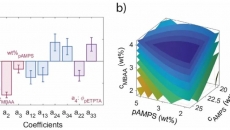
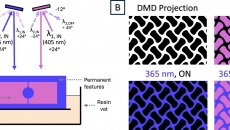
與此同時,最近一兩年,研究人員在光固化陶瓷前驅體材料上取得的技術突破(詳情可見科學雜志2016年1月1日相關報道),讓立體光刻成型技術在陶瓷打印中的地位更加穩(wěn)固。陶瓷前驅體是一種在高溫下熱分解產生陶瓷材料的高分子化合物,它是用于制造碳化硅、碳氧化硅等高溫陶瓷的傳統(tǒng)手段。具有光敏感性的陶瓷前驅體材料的誕生極大地降低了高溫陶瓷的3D打印成本,具有很廣泛的應用前景。然后,由立體光刻技術做成的毛坯件中含有大量的有機物,這使得經過脫脂和燒結之后產生的成品往往會相對于初始設計尺寸擁有30%左右的收縮量。這也限制了該技術在陶瓷生產中的使用。
5_副本.jpg (44.13 KB, 下載次數(shù): 215)
下載附件
2016-5-13 15:38 上傳
圖4. 《科學》雜志報道的美國HRL實驗室的陶瓷前驅體打印技術
粘合劑噴射成型
這項技術將粘結劑通過打印噴頭噴射到陶瓷粉末上,用來將粉末顆粒粘結在一起。然而,根據有限的文獻報道,這種技術產生的陶瓷致密度并不高。可能的解釋是其受到了粉末鋪設的密度的限制。
6_副本.jpg (32.08 KB, 下載次數(shù): 258)
下載附件
2016-5-13 15:38 上傳
圖5. Exone粘合劑噴射成形
選擇性激光燒結或熔融
SLS/SLM主要被用于金屬材料的3D打印上,在陶瓷的制造中使用并不多。這是因為使用激光直接對陶瓷粉末進行燒結或者融化處理時,加工過程中的溫度差極易在陶瓷產品中產生應力,這些應力最后會在陶瓷產品內部產生大量裂紋;使用粉末層預熱可以降低裂紋成形的可能性,但同時精度也有所降低。大量的研究集中在減少加工過程中的溫度差,但是難度極大,目前并未取得太大進展。更加簡單易行的方案是在陶瓷粉末中摻入高分子化合物作為粘合劑,使用激光來燒結這些高分子化合物以達到間接成型的目的。然后,與粘合劑噴射成型一樣,這種工藝也受到了粉末鋪設密度的限制,目前的研究文獻報道中使用其加工而成的陶瓷制品密度并不高。
7_副本.jpg (40.39 KB, 下載次數(shù): 208)
下載附件
2016-5-13 15:38 上傳
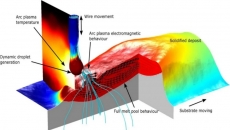
圖6. 激光選區(qū)熔化成形(RPJ, Volume: 19 Issue: 1, 2013)
漿料層鑄成型
在這里,我們將所有基于陶瓷漿料的3D打印技術統(tǒng)稱為漿料層鑄成型。之所以將他們列為一類,是因為筆者認為這些技術可能是陶瓷3D打印的一個方向。將陶瓷粉末與不同的有機粘結劑混合制備成漿料,再使用傳統(tǒng)的3D打印工藝加工成型,這樣一套工藝流程不但簡單而且效果好。從文獻報道可以看出,基于漿料的工藝要比其他工藝生成的陶瓷致密性更高。
8_副本.jpg (128.38 KB, 下載次數(shù): 227)
下載附件
2016-5-13 15:38 上傳
圖7.一種使用陶瓷漿料作為原材料的打印機(臺北科技大學開發(fā))
除了以上介紹的技術,還有其他一些技術,例如分層實體制造、電子照相印刷技術等,因為應用的并不廣泛或者仍然處于初步的研究中,本文不再贅述。
轉自:靖哥3D打印
報道人:宋軒
|  收藏
收藏 轉播
轉播 支持
支持 反對
反對





 京公網安備11010802043351
京公網安備11010802043351