�Ƽ��M(j��n)������(d��ng)��ʽ�a(ch��n)Ʒ��l(f��)չ,���a(ch��n)Ʒ���_�l(f��)��������(du��)�s�̣��������ĕr(sh��)�g��(n��i)������a(ch��n)ֵ��ͬ�r(sh��)��a(ch��n)Ʒ���|(zh��)��,�����ɸ���ģ�ߵ�ɢ��Ч���Ԝp�ٳ��������е���s�A�μ��ɞ�ģ�߳����Ƴ��е���Ҫ���E,�����y(t��ng)�����Ĺ����ܵ����м��g(sh��)�����ƣ���ʽ�nj�ģ�����@���и�ϣ�ʩ��ʮ�֏�(f��)�s,��ģ�߉���Ҳ���ܕ�(hu��)��?y��n)��ٴμӹ����s��,�� �ڽ���3D��ӡ���F(xi��n)���@Щ���}�@����ͻ���Ը���,�����ý���������Y(ji��)���g(sh��)(SLM),���ɏ��a(b��) CNC ���ߙC(j��)����늼ӹ��C(j��)֮����֮̎,������������ģ�߮a(ch��n)��,�����ܽ��Ͳ��Ϻēp���s���Ƴ̕r(sh��)�g,��

115105anuyy112ynhoyoim.png (1.01 MB, ���d��(sh��): 523)
���d����
2017-8-3 17:17 �ς�
��(y��ng)�ð��������I(y��)ģ��
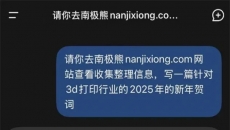
�S��ˮ·����Π��(f��)�s���h(yu��n)���ڂ��y(t��ng)ˮ·,����˼ӹ��^���y�����y(t��ng)�O(sh��)Ӌ(j��)��������sˮ·�������@��ʽ���,����ֱ���A�ܠ�������횱��_�Y(ji��)��(g��u)��M�bԭ��,�����ˮ·�O(sh��)Ӌ(j��)�O������,���c(di��n)�^(q��)�����]����s�����_(d��)�����������ý���������Y(ji��)���g(sh��)(SLM)�r(sh��),���͛]�мӹ��ϵ�����,�����˸����N���a(ch��n)Ʒ݆������ᘌ�(du��)���ǻ����ş�֮�^(q��)��,���ṩ���õ�ɢ��Ч��,��ʹ��s���ڵ��Խ����⣬��?y��n)�ģ�ز��,��һЩȱ�����N���c�����܉���Ч����,����ˮa(ch��n)Ʒ�|(zh��)���ܸ���������
QQ�؈D20170803171431.png (144.47 KB, ���d�Δ�(sh��): 480)
���d����
2017-8-3 17:14 �ς�
��(y��ng)�ð�����ģ�� Core
��sˮ·���L(f��ng)���~Ƭ����ʽ���O(sh��)Ӌ(j��),������sЧ���_(d��)�����,����ģ��������ضȿɿ������ڮa(ch��n)Ʒ�İ��ۅ^(q��)���(hu��)�зe��F(xi��n)��,���@�����ڴ˅^(q��)��ˮ·�^�y��������s,����ˮ�ܵĜضȷֲ����ɿ�����ˮ�ܵ��M(j��n)���ڜضȲ�,���s�� 1��,��������ˮ·�h(hu��n)�@�~�ף��ʎ������~��ɢ��,�����~���َ��� partinsert�ğ���,�����������S�ą^(q��)��Ĝض��½�����ˮ·�O(sh��)Ӌ(j��)�ĜضȈD�ɿ���,�����S�ą^(q��)��ĸߜؽ���143 ��,��
��������
�ȟ�(Heat Capacity)
������λ���Ϝض����һ������ğ����������Ϝض�����׃�c��Ķ���,���ȟ�Խ��,�����Ϝض�Խ������׃��,����֮��Ȼ��
�����(d��o)ϵ��(sh��)(Thermal Conduction)
���ϟ����(d��o)(thermal conduction)���ԵĶ���,�������(d��o)ϵ��(sh��)Խ��,�������(d��o)Ч��Խ�ѣ������ڼӹ��^���МضȃA�����,���^����(hu��)������ֲ��ѷe���П��c(di��n)(hot spot)�a(ch��n)��,�������(d��o)ϵ��(sh��)���ȟ����P(gu��n)����֮�������s���|(zh��),����Ӱ푵���s�r(sh��)�g�L��,��
QQ�؈D20170803170813.png (145.87 KB, ���d�Δ�(sh��): 509)
���d����
2017-8-3 17:11 �ς�
��(viscosity)
���w����(d��ng)�����Ķ�������Խ��,������(d��ng)����Խ��,������(d��ng)Խ���y����(du��)һ�����������,���������ϳɷ�,���ضȡ������������ʵĺ���(sh��),���͜ض�Ч��(y��ng)����,�����������ϵ���һ���S�ض����߶��н��͵����Ρ��ͼ�����(shear rate)��Ч��(y��ng)����,��������Խ��,�������ӹ�׃������Խ�����ڸ߷���朱�����ĽY(ji��)��,��ʹ�ݵ����Ͼ������S���������߶��½�����׃��ϡ��(shear-thinning),��
PvT�P(gu��n)ϵ(PvT Relationship)
���ϵı��ݻ��ܶ������B(t��i)���ض�,�������ȵĺ���(sh��),��һ����Կ����à�B(t��i)����ʽ(state equation)��pvT����ʽ���Զ�������һ��ģʽ����(sh��)�Ɍ�(sh��)�(y��n)ȡ��,�������뽛(j��ng)�(y��n)����ʽ�м������������ijһ�ضȉ����µı��ݻ��ܶ�ֵ,��
QQ�؈D20170803171252.png (58.77 KB, ���d�Δ�(sh��): 457)
���d����
2017-8-3 17:13 �ς�
QQ�؈D20170803171753.png (206.38 KB, ���d�Δ�(sh��): 457)
���d����
2017-8-3 17:18 �ς�
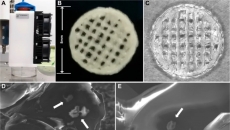
ģ��ԭ��ݔ������һ�����Ј�(ch��ng)�����r(ji��)ֵ,�����^�ڂ��y(t��ng)�_ģ�����M(f��i)�r(sh��)��ȱ�c(di��n),��3D ��ӡ���g(sh��)�ɞ������λ�����S��ı����ԡ������_(d��)�Ƽ���(n��i)�� 3D ��ӡ�O(sh��)���Rȫ,�����м��g(sh��)��(j��ng)�(y��n)�S���Ĺ����O(sh��)Ӌ(j��)�F(tu��n)�(du��),���ṩӡ�Ə�(f��)�s�����c��������Ŀ��ƽ�Q�������Ē��衢��������O(sh��)Ӌ(j��)/����,�����,���u(p��ng)���_�J(r��n)������M(j��n)�����a(ch��n)ݔ��,���p���O(sh��)Ӌ(j��)�ϵ�����,���_�l(f��)�r(sh��)�g���Կs�̣�ʹ�аl(f��)��λ�������_�l(f��)�����Ј�(ch��ng)��(y��u)��(sh��)�Įa(ch��n)Ʒ,��
QQ�؈D20170803171138.png (277.1 KB, ���d�Δ�(sh��): 485)
���d����
2017-8-3 17:13 �ς�
QQ�؈D20170803171156.png (243.02 KB, ���d�Δ�(sh��): 462)
���d����
2017-8-3 17:13 �ς�
QQ�؈D20170803171853.png (280.73 KB, ���d�Δ�(sh��): 497)
���d����
2017-8-3 17:20 �ς�
QQ�؈D20170803171904.png (312.41 KB, ���d�Δ�(sh��): 444)
���d����
2017-8-3 17:20 �ς�
QQ�؈D20170803171911.png (278.42 KB, ���d�Δ�(sh��): 495)
���d����
2017-8-3 17:20 �ς�
���^
��sensor21�ɿ���,������ͬ��s�r(sh��)�g�£����Ĵ�ˮ·�O(sh��)Ӌ(j��)��ԓ�c(di��n)�Ĝضȵ��� 130 ��,���ȵ�����ˮ·�O(sh��)Ӌ(j��)����10��,��
QQ�؈D20170803171921.png (116.84 KB, ���d�Δ�(sh��): 460)
���d����
2017-8-3 17:20 �ς�
���Ĵ�ˮ·�O(sh��)Ӌ(j��),������ˮ·�h(hu��n)�@�~��,���ʎ������~��ɢ�ᣬ���~���َ���partinsert�ğ���,�����������S�ą^(q��)��Ĝض��½�,���ĵ��Ĵ�ˮ·�O(sh��)Ӌ(j��)�ĜضȈD�ɿ��������S�ą^(q��)��ĸߜؽ���143 ��,���ȵ�����ˮ·�O(sh��)Ӌ(j��)����7��,��
QQ�؈D20170803171933.png (140.59 KB, ���d�Δ�(sh��): 505)
���d����
2017-8-3 17:20 �ς�
���⣬���y(t��ng)�Ƴ�ᘌ�(du��)��(f��)�s���������r(sh��),�����a(ch��n)����׃�ζ�Ӱ��Ƴ����ʵ�ȱ�c(di��n),���C�^��(y��u)��(sh��)��3D ��ӡ�O(sh��)Ӌ(j��)ԭ��ݔ��,���ɴ��������O(sh��)Ӌ(j��)�ϵ�����,�������_(d��)�Ƽ�ʹ�ý��� 3D��ӡ���g(sh��)�����״��������(n��i)����(f��)�s�Y(ji��)��(g��u)����ʡȥ�T���c���Ӳ��E,�����ܜp�������c��(f��)�s��,����Ч���������|(zh��)����
|








 �ղ�
�ղ� �D(zhu��n)��
�D(zhu��n)�� ֧��
֧�� ����(du��)
����(du��)
 �����W(w��ng)����11010802043351
�����W(w��ng)����11010802043351