�҂��f3D��ӡ���g(sh��)�F(xi��n)���ѽ�(j��ng)��һ�N�������Եļ��g(sh��)����(y��ng)ԓһ�c�����^�֣���������˱��V���ؑ�(y��ng)���ڹ��I(y��)�I(l��ng)��,��Ҳ�������댤�����ռ�,������ͨ���и���ؽ��|��3D��ӡ��һ�N�������켼�g(sh��),���͂��y(t��ng)�Ĝp��������ȫ��ͬ,���҂�Մ��3D��ӡ���Ͳ��ܲ��ᵽ��̻�3D��ӡ���g(sh��),�������ƌW(xu��)��Chuck Hull��1986��l(f��)����SLA(Stereolithography)�Ĺ�̻�3D��ӡ���g(sh��),�������ڴ˼��g(sh��)��ͬ�ꄓ(chu��ng)�k��������3D Systems��˾��

timg.jpg (35.44 KB, ���d��(sh��): 75)
���d����
2018-9-10 20:57 �ς�
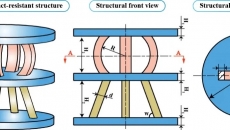
SLA���g(sh��)�Dz���һ�����⾀�ļ��������������ϳ��еĹ�����֬,��������Һ�w�D(zhu��n)׃?y��u)���w�Ķ��۷e�õ���K��Ʒ,�������@���̻����^����Ҫͬ�r����ϱ��������ܣ��Լ������̻���֮�g�ĽY(ji��)����,������@�N�̻�ͨ������ʮ�֏ص���ȫ,�����ԣ�����SLA�Ĵ�ӡ���g(sh��)ͨ������Ҫ��һ����̻���ʹ���ϵõ��ص̻�,������߲��ϵ�����Cе����,���@�N��̻����g(sh��)��ͨ��������������,����ݗ��ͼӟ�,��
�Ž؈D_20180910205313.png (89.87 KB, ���d�Δ�(sh��): 78)
���d����
2018-9-10 20:54 �ς�
�D1 SLA���g(sh��)�O(sh��)���ʾ��D
��ʹ�õ����⾀���⣬�������ʬF(xi��n)��˹�ֲ�,����������õ��Ĺ̻��a(ch��n)Ʒ�^��Ҳ�ͳʬF(xi��n)���ӏ��^���Π�,������һ���Ĵ���(Cd)�ͺ��(Lw)(��D2��ʾ)������Cd��Lw�Ĵ_��,����Ӱ푵��̻��r�������ķ���,���Լ��ϳ������ĸ߶ȣ�ͬ�rҲ�������m(x��)�IJ��������кܴ��Ӱ�,��
�Ž؈D_20180910205320.png (41.2 KB, ���d�Δ�(sh��): 75)
���d����
2018-9-10 20:54 �ς�
�D2 ���⼤���������˹�ֲ���r(a)�������γɵ��ӏ��^�Π�̻�����(b)
����ÿ�Β���̻����õ����ϵĒ��タ�Π�,����Β���֮�����õ��Ĺ̻����Ͼʹ����^�ϵIJ�e,���еIJ��ֿ��ܴ��ڹ̻�����ȫ����r�����еIJ��քt�����^�ȹ̻�����r,��δ�̻��IJ������ں��m(x��)�������տs����r,�����Ҳ�ͬ�̻��̶ȵIJ����տs��߀��ͬ������@�������m(x��)�ļӹ�̎�����ɺܴ��ؓ��Ӱ�,��
�Ž؈D_20180910205327.png (53.67 KB, ���d�Δ�(sh��): 75)
���d����
2018-9-10 20:54 �ς�
�D3 SLA��ˇ���������ӵIJ�ͬ�̻��̶���r���^�Y(ji��)��(g��u)ʾ��D
����һ�N����SLA���g(sh��)��3D��ӡ���g(sh��),��DLP(Digital Light Projection Stereolithography)�nj�SLA���g(sh��)��һ�N���M����ͬ��SLA���ü�����ف��̻�����,��DLP�Dz���һ������һ���Π��ƽ���팦Һ�w��֬�M�й�̻�,���Ķ��p����SLA���g(sh��)�д��ڵIJ�ͬ���辀֮�g�����ܲ�e,���mȻ���}�õ��˜p�p����DLP��Ȼ���ڲ�ͬ�̻���֮�g�����ܲ�e,��
����������SLA��DLP�̻��^�������γɵIJ�ͬ�̻��̶�����ɵ����ܲ���һ,���ߴ緀(w��n)���Բ�ߴ羫�Ȳ�,���Լ����m(x��)�����F(xi��n)�����ܸ�׃����r,����̻�(Post Curing)��׃���e��Ҫ��
���������팦���ͺ�IJ����M�к�̻�,�����ڴ���������,�����γɱ��攵(sh��)������ȫ�̻��ӣ�����(n��i)����Ȼ�̻��������r,������̻��ĺ�̻�����,���t���Ժܺõؽ�Q�@һ���}��
�����ۺ��A��W(xu��)��Brian Green����,�����ò�ͬ�����l(f��)��,���������̼���}������D(zhu��n)�Ƅ������ò�ͬ�ğ��̻���ˇ,��������DLP 3D��ӡ���ϵĸ������ܮ����M�����о�,��
�о��������õIJ����У������������Ĵ��ı�ϩ����(40wt%),�������ܾ۰�����ϩ����Ebecryl 8210(40wt%),���ι��ܾ۰�����ϩ����Genomer 1122(20wt%)�������l(f��)��TPO(1.0wt%)��UV���Mayzo OB+(0.16%),�������õğ����l(f��)����AIBN(0.4-1.0 wt%),���M�П��̻��ĕr�g��1С�r���ضȷքe��65��C,��90��C,��115��C����140��C,��
��3D��ӡ�Ĺ�̻��^����,�����ڲ��ό������������ɵĹ���Ĝp������(d��o)��Խ��ӵIJ��Ϲ̻��̶�Խ��,���ĈD4���Կ���,���ڒ�����R�²��ϴ������@�IJ������ԣ�������߅���ʬF(xi��n)���@����X��,��
�Ž؈D_20180910205336.png (62.29 KB, ���d�Δ�(sh��): 66)
���d����
2018-9-10 20:54 �ς�
�Ž؈D_20180910205342.png (181.75 KB, ���d�Δ�(sh��): 79)
���d����
2018-9-10 20:54 �ς�
�D4 ���ܕ���(d��o)�¸����ԵĹ⾀�ڌӃ�(n��i)׃?n��i)�������IJ�������ʾ��D(�ψD),����3D��ӡ��⏠���ϵĒ�����R�D(�D����ֱ�����ӡ(��)��ˮƽ�����ӡ(��))
���ò�ͬ�����ӡ�����Ć�⏜yԇ�ӣ�δ��(j��ng)�^UV��̻�,���Լ���(j��ng)�^50mW/cm2��̻�10���֮��đ�(y��ng)����(y��ng)׃������D5��ʾ,���ĈD�п��Կ���UV��̻����ڲ��ϵ������кܴ��Ӱ푡�ˮƽ��ӡ���ϵ������h�h���ڴ�ֱ�����ӡ���ϵ�����,���@�����ڌ��ڴ�ֱ��ӡ�IJ���ÿ50�Ϳ����и���đ�(y��ng)��ȱ���c,���Ķ���(d��o)����Cе���ܴ�͡���(j��ng)�^UV��̻�֮��,���������ܵõ��˺ܴ�����,��ͬ�rˮƽ��ӡ�ʹ�ֱ��ӡ����֮�g�IJ��Ҳ�sС�ˡ�
�Ž؈D_20180910205349.png (61.08 KB, ���d�Δ�(sh��): 65)
���d����
2018-9-10 20:54 �ς�
�D5 ��ˮƽ�������ӡ(�{ɫ)�͡���ֱ�������ӡ��3D��ӡ����,�����Ƿ����UV��̻��đ�(y��ng)����(y��ng)׃����
AIBN��������l(f��)����101��C�ğ��˥�ڞ�6���,����ˌ��ں�̻��Ĝض��x����60��C��140��C���ĈD6�Y(ji��)�����Կ���,��0.4%����AIBN�ڲ�ͬ�ض��µ����ܸ�׃����,���f���@������߀�����Ԍ����ϵ������γɴ��Ӱ푡�����(d��ng)������1%�r,�����̻������ܵ�Ӱ��ڲ�ͬ�ض��¾ͱ��F(xi��n)���^��IJ�e,��
�Ž؈D_20180910205356.png (59.84 KB, ���d�Δ�(sh��): 89)
���d����
2018-9-10 20:54 �ς�
�D6 ��ͬAIBN��������ͬ��̻��ض���r�²��ϵđ�(y��ng)����(y��ng)׃�����D
���ضȺ�AIBN��ȷքe����M�S�Ϳv�S���õ��Č�ģ���̈́��Ե�푑�(y��ng)ƽ��D���Կ���,����Ⱥ͜ضȶ�����ߵ���r��,�����õ���ģ�����(�D7����D),�����oՓʲôAIBN���,����140��C�µĄ��Զ�����ߵ�(�D7���҈D),�����ڵ͝���µĸ߄�������������L����,�����ߝ���µĸ߄����������ģ�����ߡ�
���������ԇ�,������֪��,��1.0wt%��AIBN����140��C���̻�1С�r���ڱ�ϩ�����D(zhu��n)���ʵ�Ӱ���������ģ�����������,��
�Ž؈D_20180910205405.png (153.2 KB, ���d�Δ�(sh��): 73)
���d����
2018-9-10 20:54 �ς�
�D7 ��ͬAIBN��������ͬ��̻��ض���r�²��ϵ�푑�(y��ng)ƽ��D,��ģ��(��D)�̈́���(�҈D)
�����Mһ���о�UV��̻��Լ����̻������ϵ�Ӱ푣������Ӻ�δ����AIBN(1wt%)�IJ��Ͼ������M���˹�̻�,��Ȼ���M�П�̻�,�����õ��đ�(y��ng)����(y��ng)׃������D8��ʾ,���ĈD�п��Կ���,������ˮƽ��ӡ�IJ��ϣ��Ƿ�����AIBNӰ푲��Ǻܴ����ڴ�ֱ��ӡ�IJ���,���Ƿ�����AIBNӰ푾�Ҫ��ö�,�����Ҽ�ʹ������AIBN�Ĵ�ֱ��ӡ���ϣ���ɴκ�̻�֮������ܱ��F(xi��n)��Ȼ����ˮƽ��ӡ�IJ���,���@�f��,��AIBN�����ӿ�����Ч�ؽ���3D��ӡ���ϵĸ����ԣ����@�N��������Ȼ����,���@�N���F(xi��n),���п��ܺ�ǰ�������Ĵ�ֱ��ӡ���������ڵ���X�Y(ji��)��(g��u)���P(gu��n)��
�Ž؈D_20180910205412.png (74.18 KB, ���d�Δ�(sh��): 59)
���d����
2018-9-10 20:54 �ς�
�D8 ��ͬ�r��(j��ng)�^��UV��̻�(50mW/cm2����10���)�͟��̻�(140��C�ӟ�1С�r)��,�����ϵđ�(y��ng)����(y��ng)׃�����D
�������������҂����Կ���,������3D��ӡ�Dz����c��Դ�����Դ�����c�������M�й̻������Ȿ�����ڴ��������}�S�����ϵ���ȕ�׃?n��i)�,���̻�����Ҳ������,���@��(d��o)��3D��ӡ���σ�(n��i)���Y(ji��)��(g��u)�ϴ��ڸ����ԡ�ͨ�^UV��̻����Ԍ��@�N���������и���,����ʮ������,�����ß��̻��ķ���������ʹ�����Եõ��ܴ����,������1.0wt%��AIBN��140��C�l�����M�к�̻�����ģ���ĸ��Ǝ������,����ͬ�Ӻ�̻��l���£�ˮƽ��ӡ�ʹ�ֱ��ӡ�l���µIJ���ģ����Ȼ����15%�IJ��,���@�f����������Ȼ����,�����ˏص�����3D��ӡ���ϵĸ����ԣ�߀�и�����о���̽��������Ҫ�M��,��
��Դ����̻��²���
|








 �ղ�
�ղ� �D(zhu��n)��
�D(zhu��n)�� ֧��
֧�� ����
����
 �����W(w��ng)����11010802043351
�����W(w��ng)����11010802043351