本帖最后由 毅速激光 于 2019-6-19 17:08 編輯
概念
隨形水路又名隨型水路,,是一種基于3D打印技術(shù)的新型模具冷卻水路,。
因其加工特性,,隨形水路可以很好的貼合產(chǎn)品形狀,,且水路截面可以做圓形以外的其他任意截面,。

毅速隨形水路1.png (16.58 KB, 下載次數(shù): 745)
下載附件
隨形水路
2019-6-18 15:09 上傳
隨形水路示意圖
基本簡(jiǎn)介
3D打印制造的隨形水路模具工件,,其水路可隨著產(chǎn)品形狀均勻分布,,從而進(jìn)一步降低成型周期,提高產(chǎn)品的附加值,。隨著打印工藝的持續(xù)完善,,打印精度的不斷提高且打印價(jià)格已降到可接受范圍,3D打印隨形水路工件已經(jīng)受到越來(lái)越多的用戶認(rèn)可,。
毅速激光隨形水路-模具3D打印.jpg (86.61 KB, 下載次數(shù): 766)
下載附件
2019-6-19 17:04 上傳
隨形冷卻原理
注塑時(shí)塑膠產(chǎn)品的冷卻主要靠模具冷卻水路來(lái)完成,,但傳統(tǒng)冷卻水路是通過(guò)銑床等機(jī)加工工藝制造,水路只能為圓柱形直孔,,無(wú)法完全貼近注塑件表面,,冷卻效率低且冷卻不均勻,導(dǎo)致注塑周期長(zhǎng),、產(chǎn)品變形量大,。
3D打印的隨形水路可以為任意形狀、任意截面,,通過(guò)改變形狀和截面使隨形水路均勻布置,,達(dá)到更快速、更均勻的冷卻效果,。
應(yīng)用范圍
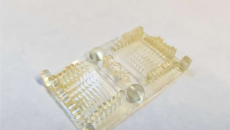
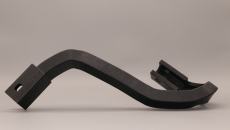
近兩年來(lái)3D打印隨形冷卻模具鑲件在注塑模具上有了越來(lái)越多的應(yīng)用,。毅速激光(ESU)所做的隨形水路模具鑲件,廣泛應(yīng)用在包裝,、汽車,、電子3C,、醫(yī)療、家電等行業(yè),,例如:電子3C行業(yè)中的游戲手柄模具,、充電器外殼模具,包裝行業(yè)中的PEGT熱流道倒樁模,,汽車行業(yè)中的保險(xiǎn)絲盒,、汽車連接器等模具。
毅速隨形水路2.png (268.59 KB, 下載次數(shù): 708)
下載附件
模具3d打印 隨形水路
2019-6-18 15:10 上傳
優(yōu)勢(shì)
1,、根據(jù)注塑件形狀復(fù)雜程度,,可降低冷卻時(shí)間20%至80%;
2,、根據(jù)注塑件形狀,,可減少變形量15%至90%;
3,、模具成本略有增加,,但綜合注塑產(chǎn)能、良品率等因素,,最終效益大幅提高,;
4、隨形水路應(yīng)用范圍廣,,可用于多數(shù)注塑件的冷卻優(yōu)化,。
加工工藝
隨形水路目前主要利用選區(qū)激光熔化(SLM)3D打印技術(shù)與擴(kuò)散焊技術(shù)來(lái)進(jìn)行加工,由于SLM 3D打印技術(shù)可做出更為復(fù)雜與圓滑的水路形狀且成本更低,,因此SLM 3D打印技術(shù)在隨形水路上應(yīng)用更為廣泛,。
SLM 3D打印工藝流程:
1、3D文檔-轉(zhuǎn)換導(dǎo)出STL數(shù)據(jù)-STL數(shù)據(jù)切層(設(shè)計(jì)階段)
2,、選區(qū)激光熔化金屬粉末組層堆積打�,。ㄖ圃祀A段)
3、打印完成后取出工件-后處理-交貨(交付階段)
材質(zhì) 隨形水路由選區(qū)激光熔化3D打印獲得,,原材料為模具鋼粉末,,毅速激光(ESU)所用材料有EM181粉末(對(duì)標(biāo)H13/8407/1.2344模具鋼)、EM191粉末(對(duì)標(biāo)S136/1.2083模具鋼)等,。
毅速隨形水路4.png (276.16 KB, 下載次數(shù): 737)
下載附件
2019-6-19 17:02 上傳
使用與保養(yǎng) 隨形水路形狀復(fù)雜,,彎曲環(huán)繞的水路造成了日后堵塞清理的困難,因此使用3D打印隨型水路使用時(shí)需注意保養(yǎng),,防患于未然,,從而避免水路發(fā)生堵塞。 1,、直接使用工廠水塔里面的冷卻水堵塞風(fēng)險(xiǎn)較高,,推薦使用3D打印隨形水路專用模溫機(jī),,模溫機(jī)外掛水箱閉路循環(huán); 2,、若水路堵塞,,可使用隨形水路專用清洗設(shè)備進(jìn)行清洗。
|








 收藏
收藏 轉(zhuǎn)播
轉(zhuǎn)播 支持
支持 反對(duì)
反對(duì)
 樓主
樓主
 京公網(wǎng)安備11010802043351
京公網(wǎng)安備11010802043351