3D Systems�Ľ����������칤ˇ��Cimatronģ���O(sh��)Ӌ(j��)ܛ��ʹ��ģ��肼�����sѭ�h(hu��n)���p��
��ע����sѭ�h(hu��n)�^���еĜض�׃���^��,����(hu��)��(d��o)���㲿���N�����L(f��ng)�U(xi��n)�������,����(du��)���y(t��ng)��ʽ�O(sh��)Ӌ(j��)�������ע����܇�ܵ��M(j��n)�Мy(c��)ԇ�r(sh��)��(hu��)������(g��)�y(c��)ԇ�^���Юa(ch��n)��132˚C�ĜضȲ���(d��ng),��B&J Specialty��˾�������͑����]ʹ���S����sע��肼�,���Ա㌍(sh��)�F(xi��n)����������s,��
�錍(sh��)�F(xi��n)ԓĿ��(bi��o),��B&J Specialty�Ĺ��̎�ʹ����3D Systems��Cimatron®ܛ�����M(j��n)��ģ���O(sh��)Ӌ(j��),����(n��i)����sˮ·����(j��)�㲿���ı����S���O(sh��)Ӌ(j��)���������a(ch��n)����(f��)�s����(zh��n)�ă�(n��i)����sˮ·,������������3D Systems �������������O(sh��)��ProX® DMP 300�M(j��n)�д�ӡ,��
ȫ�µ��S����sģ��肼�����s�^���Ќ��ض�׃�����͵���18˚C���Ҍ�ģ���տsѭ�h(hu��n)�r(sh��)�g��1��犽�����40��,�����w���a(ch��n)Ч�������30%,��

640.webp (2).jpg (52.48 KB, ���d��(sh��): 493)
���d����
2019-7-24 16:42 �ς�
����(j��)Jarod Rauch���f��,��ProX® DMP 300 �Ɍ����������Ӣ����ǧ��֮һ����ǧ��֮һ
��(y��u)��sˮ·��(d��o)���^��Ĝض�׃��
�S����sģ�����ìF(xi��n)�����g(sh��)��Q�˴����ѾõĆ��}���S��ע�ܼ���������, �����ڄ�(chu��ng)����sˮ·���@�ׅsֻ���@��ֱ��,���ڴ����(sh��)������,���@����ζ����sˮ·�o���c�㲿���Ď�������ƥ�䡣���y(t��ng)��ʽ�������sֱ������@�^�㲿���������,���Ա��⌦(du��)ģ����ǻ�a(ch��n)���ɔ_,���@����ζ�������㲿������Խ���IJ���ͨ���x�������sˮ·�^�h(yu��n)�����,����(j��ng)����(hu��)����s�^�̵�һ�_ʼ�͌�(d��o)���㲿���ϳ��F(xi��n)���@�Ĝض�׃��,��
B&J Specialty��(du��)��܇�ܵ��M(j��n)���������O(sh��)Ӌ(j��)���Ա�������sЧ��,�������c(di��n)�Ǿ��ж���(g��)��Ҏ(gu��)�t����,����ԭʼģ���O(sh��)Ӌ(j��)�^���У���ͨ�^һ��(g��)���ĺͶ��ӉK�@����sֱ��,���Ա��{(di��o)��ģ�ߵĎ����������Sһ���̶ȵ��N��,������(du��)�ڲ�Ҏ(gu��)�t�Π�Ĺܵ�����,���ܵ��Ď״���Ҫ�������c��sˮ·�o�P(gu��n)����?y��n)������ֱ��ͨ��������,���ɴˮa(ch��n)���Ĝض�׃����(hu��)�a(ch��n)��������(y��ng)��,����(d��o)���㲿������s�ĕr(sh��)��׃�Ï�����
�^ȥ,���㲿�������̂�����(hu��)���L(zh��ng)��sѭ�h(hu��n)���ځ���Q�@��(g��)���},���Դ_�����㲿����ģ����ж��֮ǰʹ�㲿����ȫ�̻�������(du��)肼��M(j��n)���{(di��o)���Ա����Sһ���̶ȵ��N��,���@�N�������ڵĆ��}�����L(zh��ng)��sѭ�h(hu��n)���ڕ�(hu��)�������a(ch��n)Ч��,�������㲿������ɱ���
640.webp (3).jpg (52.25 KB, ���d��(sh��): 493)
���d����
2019-7-24 16:42 �ς�
�c���y(t��ng)ֱ����sˮ·���,������3D��ӡ�S����sˮ·���ض�׃��������86%
�����S����sˮ·���M(j��n)ģ��
����(j��)Jarod Rauch��B&J Specialty��˾����Ϣ���g(sh��)��3D��ӡ��(j��ng)�������f��,����܇�ܵ��Ǹ��M(j��n)���S����s�O(sh��)Ӌ(j��)��һ��(g��)�ܺõđ�(y��ng)�Ì�(sh��)������������㲿�����|(zh��)��,���p�و�(b��o)�U��,���s����sѭ�h(hu��n)���ڡ�
B&J Specialty��һ��(g��)�͑�����܇����(y��ng)�̣�������@��(g��)��Q����,��ԓ�͑���(y��ng)��(du��)�·����M(j��n)�Мy(c��)ԇ,���õ���ԭʼ�Δ�(sh��)��(j��)��CAD�ļ���B&J Specialty��˾���̎�ʹ��3D Systems��Cimatronģ���O(sh��)Ӌ(j��)ܛ���_ʼ���O(sh��)Ӌ(j��)����,��
Rauch�QB&J Specialty�����о��S����s�ڽ���3D��ӡ�C(j��)�ϵđ�(y��ng)�Õr(sh��)���|��Cimatronܛ��,�,����҂�����3D Systems�ṩ��һ��(g��)�����Ķ˵��˽�Q����������ģ���O(sh��)Ӌ(j��)ܛ��,��3D��ӡ��ģ��(zh��n)��ܛ����3D��ӡ�C(j��),�������@һ�c(di��n)�Ҍ�(du��)�@��(g��)��Q�����dz��M�⣬��Rauch�f��,��
�cCimatron������,��B&J Specialty��˾���̎��ŗ���ԭ����ֱ����sˮ·�������S����sˮ·ȡ��,��ˮ·�c�㲿������ľ��x���ֺ㶨,�����ý���3D��ӡ���g(sh��)�M(j��n)����K��ģ�����a(ch��n)ʹ�ù��̎��܉��O(sh��)Ӌ(j��)��(f��)�s����sˮ·��ͬ�r(sh��)����ͽӿڱ�����|(zh��)���õ��˸���,��
����ܴ_��������,���M(j��n)һ�������ˏ�ģ�߂��f����s���ϵğ�����ʹ����sЧ�ʸ���,���܉����Ч���M(j��n)��ģ����s��,���ͽ������㲿����ȱ���ʣ������N���Ϳs�ۣ����_�����㲿�����|(zh��)��,���@�N����������У��,��ԇ�e(cu��)�ʺͳ���ʣ����a(ch��n)���㲿���|(zh��)������,����ģ�������̺��\(y��n)�I(y��ng)�̹�(ji��)�s�˴����ĕr(sh��)�g�ͽ��X,��
ͨ�^���_��ģ�M�����O(sh��)������ֵ
B&J Specialty��˾���̎��S��ģ���ļ���Cimatronܛ����(d��o)��Moldex3D��ע�ܷ���ܛ�������Ա��M(j��n)�����w����s����,�,���Cimatron�cMoldex3D��ȫ���ݣ�ʹ���҂��܉�����ؾ͌�(du��)����(g��)ע���^���M(j��n)��ģ�M����,�����L�Ƴ�ģ�ߺ��㲿���Ĝض�׃���D,���ҳ����c(di��n)����s�c(di��n)����ģ�M��ͬ��s�r(sh��)�g��ɵ�Ч��,����Rauch�f��,��
ԓ�����^��߀�oָ����һЩ���c(di��n)���Ը��M(j��n)�ą^(q��)���ڌ�(sh��)�H���a(ch��n)֮ǰ�Ɍ�(du��)������c(di��n)�^(q��)�����s�����M(j��n)�������O(sh��)Ӌ(j��),����ԭʼģ���O(sh��)Ӌ(j��)�cȫ�µ��S����sˮ·�O(sh��)Ӌ(j��)�M(j��n)�з��挦(du��)��,���Y(ji��)���@ʾ���㲿���Ĝضȷֲ��õ��˘O��ĸ��ƣ��ض�׃��������86%,��
640.webp (4).jpg (27.24 KB, ���d��(sh��): 504)
���d����
2019-7-24 16:42 �ς�
Cimatron�cMoldex3D��ȫ����,��ʹ���҂��܉�����ؾ͌�(du��)ע���^���M(j��n)��ģ�M���棬�Ա���Ô�(sh��)�ֻ��ֶΌ�(du��)�O(sh��)Ӌ(j��)�M(j��n)���u(p��ng)��
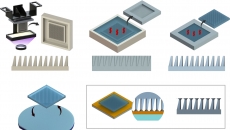
�����S����sˮ·��3D��ӡģ��肼�
B&J Specialty��˾���̎��S��ʹ����3D Systems 3DXpert™������������ܛ���M(j��n)��ģ��肼����O(sh��)Ӌ(j��),�������a(ch��n)����(zh��n)��,��������(d��o)���㲿���Ĕ�(sh��)��(j��),����(y��u)����������(sh��)��(j��)��Ӌ(j��)�����·��,������3D��ӡ��(g��u)��ƽ�_(t��i),��������(sh��)��(j��)ֱ�ӏ�3DXpertܛ���l(f��)�͵���3D Systems ProX DMP 300 ����3D��ӡ�C(j��)��
ProX DMP 300���ø߾��ȵļ����^,��ʹ��3D Systems LaserForm®����,����(du��)����܇�ܵ�ģ�ߣ�B&J Specialty��˾ʹ�����R���w�r(sh��)Ч䓲���,��
640.webp (5).jpg (52.91 KB, ���d��(sh��): 524)
���d����
2019-7-24 16:42 �ς�
B&J Specialty��˾ʹ���S����sˮ·,������ֱ��3D���ٴ�ӡ�����a(ch��n)Ч�����30%
��ProX DMP 300�������S����sˮ·������F(xi��n)�ܰ�����?y��n)��侫�ȷdz���,����Rauch�f��,�����҂������S��ǧ��֮һ����ǧ��֮һ�Ĺ���,�,���3D Systems��ֱ�ӽ��ٴ�ӡ��DMP���������g(sh��)ʹ���҂��܉�ʹ�ø�С�IJ����w���������龫��(x��)�ļ�(x��)��(ji��)����ıں�,����K�Ɍ�(sh��)�F(xi��n)�㲿������ֲڶ�5��m��200RaӢ�磩,�����Ҳ���Ҫ̫��ĺ�̎����
���a(ch��n)Ч�ʴ�����
��ӡ��ɺ�,��B&J Specialty��˾ʹ���{(l��n)��3D����x��肼����赽3D Systems Geomagic® Control X™�z�y(c��)Ӌ(j��)��ܛ�������W(w��ng)���w���O(sh��)Ӌ(j��)�õĎ��w��,����(du��)����3D��ӡģ��肼��M(j��n)���(y��n)�C,���S��肼��Ľo��܇����(y��ng)�̣�����(y��ng)���ٌ�肼����b���Tģ�C(j��)��,��
Rauch��ʾ��������(zh��n)�y(c��)ԇ�Y(ji��)���@ʾ�S��ˮ·ʹ����s�^�̸������,����˿s������sѭ�h(hu��n)�r(sh��)�g�������a(ch��n)Ч�������30%,�������S����sʹ����sѭ�h(hu��n)�r(sh��)�g�s��,�����������ע�܉�������(d��o)��ģ�߉�����������,�����^���ֽ����˷�ģ����ĥ�p,���p����ģ�ߵď�(f��)�s��(x��)��(ji��)�,���
2019��3D��ӡُ�Iָ�����d-3D SYSTEMS
|










 �ղ�
�ղ� �D(zhu��n)��
�D(zhu��n)�� ֧��
֧�� ����(du��)
����(du��)
 �����W(w��ng)����11010802043351
�����W(w��ng)����11010802043351