供稿人:王永輝,連芩
供稿單位:西安交通大學(xué)機(jī)械制造系統(tǒng)工程國(guó)家重點(diǎn)實(shí)驗(yàn)室
近年來(lái)連續(xù)液體界面成型(CLIP)技術(shù)被提出,投影機(jī)無(wú)縫地投影一系列切片圖像(切片視頻)時(shí),零件可以從液體樹(shù)脂中連續(xù)被拉出。這種連續(xù)打印工藝的制造速度可以比傳統(tǒng)的逐層打印方法快一個(gè)數(shù)量級(jí),而且可以消除逐層打印結(jié)構(gòu)中常見(jiàn)的“樓梯效應(yīng)”,在這種連續(xù)打印的過(guò)程中,液體界面(在平臺(tái)和樹(shù)脂缸之間的一層未固化的液體樹(shù)脂)是至關(guān)重要的。這種液體界面可以通過(guò)氧阻聚和連續(xù)液體填充等方法來(lái)維持。例如,在CLIP過(guò)程中使用了一個(gè)高透氧窗口(100 um厚的特氟隆薄膜),其氧阻聚層的厚度可達(dá)120 um,在連續(xù)固化分離過(guò)程中,也為打印平臺(tái)下的樹(shù)脂快速補(bǔ)充提供了空間。
然而,特氟隆薄膜材料易因拉伸失敗、折痕等缺點(diǎn)影響CLIP的打印效率。考慮到PDMS(聚二甲基硅氧烷)具有高彈性和透氣性,并且是廉價(jià)和可靠的材料,許多科學(xué)家使用約束窗為PDMS涂層玻璃板,這種PDMS/玻璃層狀約束表面具有剛性和彈性,消除了薄膜拉伸和機(jī)械夾緊的需要。另外,涂在剛性玻璃板上的較厚(1- 2mm) PDMS膜具有抗壓作用。但是PDMS/玻璃層這種結(jié)構(gòu)提供的抑氧層厚度僅為2.5 um,不足以進(jìn)行連續(xù)液體界面成型,目前的樹(shù)脂缸窗口設(shè)計(jì)仍面臨著諸多挑戰(zhàn),如復(fù)雜的控制機(jī)制和有限的硬件壽命。

微信截圖_20210531162154.jpg (55.61 KB, 下載次數(shù): 174)
下載附件
2021-5-31 16:22 上傳
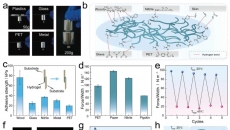
圖1 島窗(IW)式約束窗結(jié)構(gòu) 來(lái)自伊利諾伊大學(xué)芝加哥分校機(jī)械與工業(yè)工程、電氣與計(jì)算機(jī)工程系的Yizhou Jiang[1],開(kāi)發(fā)了一種新穎的約束窗設(shè)計(jì)如圖1所示,即島窗(IW)。這種設(shè)計(jì)相較于PDMS涂層玻璃板的區(qū)別是:玻璃板只有中間的島窗提供約束,島窗四周由激光加工成鏤空,并且在這些鏤空處填滿PDMS并覆蓋整個(gè)約束窗,待PDMS固化后,這些鏤空區(qū)域會(huì)提高氧氣的通量,這使得形成一個(gè)有效的液體界面(大于200 um氧阻聚層),可以進(jìn)行連續(xù)液體界面成型。實(shí)驗(yàn)結(jié)果驗(yàn)證了窗口設(shè)計(jì)的可行性,使得打印效率最高能夠提升73%。其研究還發(fā)現(xiàn),對(duì)于具有光滑表面(Rz<30 um)的零件,最大打印速度可達(dá)90 mm/h。此外,利用所提出的IW設(shè)計(jì),通過(guò)連續(xù)3D打印成功制造了各種部件,這意味著未來(lái)低成本、高分辨率、易于控制和超快AM工藝的巨大前景。
參考文獻(xiàn):
Constrained Window Design in Projection Stereolithography for Continuous Three-Dimensional Printing[J].3D Printing and Additive Manufacturing,2020, 7 (4): 163-169.
| 









 收藏
收藏 轉(zhuǎn)播
轉(zhuǎn)播 支持
支持 反對(duì)
反對(duì)
 京公網(wǎng)安備11010802043351
京公網(wǎng)安備11010802043351