對于增材制造(3D打印)技術(shù)來說,除了常見的高分子復合材料和光固化材料以外,陶瓷材料也是其中很大的一類。陶瓷材料的3D打印,比較常見的是通過對陶瓷材料的同步高溫燒結(jié)來實現(xiàn)的。但這種傳統(tǒng)的燒結(jié)技術(shù),對于在沒有支撐材料的情況下,比較難做出足夠精密的組件。
而采用光固化技術(shù)的DLP和SLA技術(shù)則不存在這個問題,因為可打印物料是在液體缸中即時在位成型的,因此其可以做出的工件的精度和復雜程度都會高很多。那么是否可以將光固化用于陶瓷材料的打印呢?可以!來自韓國高麗大學和Seoul National University的Woo-Youl Maeng等人創(chuàng)新性地采用了光固化技術(shù)來對陶瓷材料進行3D打印,并將該技術(shù)稱為在位光固化協(xié)助3D打印(in situ photocuring-assisted 3D plotting)。
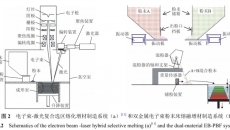
Maeng等人所采用的在位光固化輔助3D打印,首先將陶瓷粉料和光固化材料混合,得到了一個可光固化的陶瓷漿料,然后再對這個漿料在擠出成型的過程中進行光固化定型(圖1)。光固化定型之后的物件具有很高的生強度和很好的形狀保持能力,并可以進行燒結(jié)等后續(xù)進一步加工處理。

1.jpg (80.52 KB, 下載次數(shù): 178)
下載附件
2021-6-28 21:05 上傳
圖1 (A) 由陶瓷粉和光固化單體組成的可光固化陶瓷漿料的在位光固化協(xié)助3D打印技術(shù)示意圖,和(B)實驗設(shè)備設(shè)置圖。擠出的漿料可以通過UV光快速在位固化,固化的聚合物可以很強地將陶瓷粒子粘接在一起,從而提供具有優(yōu)異形狀保持效果的很高的生強度
該工作所采用的光固化材料是二氨基甲酸酯二甲基丙烯酸酯(Diruethane Dimethacrylate,UDMA)和二縮三乙二醇二甲基丙烯酸酯(Triethylene Glycol Dimethacrylate,TEGDMA)。通過調(diào)整TEGDMA在UDMA/TEGDMA混合物中的比例(0wt%, 10wt%, 20wt%, 和30wt%)來得到可光固化漿料最優(yōu)的流變性能,以及固化后的形狀保持性能。所采用的光引發(fā)劑是二(2, 4, 6-三甲基苯甲酰基)苯基氧化膦(商品牌號Irgacure 819),添加量2wt%。所使用的陶瓷材料為磷酸鈣(CaP)粉末,在漿料中的固體填充量為50%。為了幫助陶瓷粉在光固化單體中的分散,使用了3wt%的分散劑Disperbyk-180。
CaP漿料通過一個直徑為500微米的管嘴,采用一個配備了兩個UV燈的定制3D打印設(shè)備擠出到不同間隔距離(10mm,20mm和50mm)的支撐臺上。打印的具體參數(shù)如表1所示。后續(xù)對生坯高溫脫脂,將多孔骨架燒結(jié)來對CaP材料進行增密(脫脂工藝步驟數(shù)據(jù)如表2)。
表1 對陶瓷漿料進行3D打印的光固化混合材料中TEGDMA的比例、UV燈功率、沉積速度和擠出壓力數(shù)據(jù)
2.jpg (43.25 KB, 下載次數(shù): 168)
下載附件
2021-6-28 21:06 上傳
表2 用于移除生坯中光固化聚合物的脫脂工藝步驟數(shù)據(jù)
3.jpg (36.17 KB, 下載次數(shù): 176)
下載附件
2021-6-28 21:06 上傳
光固化漿料在光固化60秒后,對不同TEGDMA含量情況下(0wt%,10wt%,20wt%,和30wt%),分別為~50%,54%,61%,和67%。TEGDMA表現(xiàn)出比UDMA更高的轉(zhuǎn)換率。
為了確認擠出生料固化后材料是否具有優(yōu)良形狀保持性能,采用10% TEGDMA含量的CaP漿料在2.2W紫外燈功率照射1秒到10秒條件下,所得到的光固化CaP層厚度從307微米增加到718微米(圖2)。即使在很短的1秒照射下,也可以制造307微米厚度的固化層。在這種情況下,采用500微米口徑的擠出口應(yīng)該可以足夠達到光聚合效果。
4.jpg (56.66 KB, 下載次數(shù): 168)
下載附件
2021-6-28 21:06 上傳
圖2 在2.2W功率紫外燈不同照射時間下的光固化CaP層厚度
對光固化后生料進行高溫燒結(jié)的熱力學研究顯示,生料在~250°C–~500°C由于光固化材料及助劑的熱分解而開始發(fā)生失重。在~393°C發(fā)生一個最強烈的熱分解反應(yīng)。對于CaP陶瓷材料的最終燒結(jié)增密溫度可以設(shè)定為1250°C。
采用這一在位光固化協(xié)助3D打印,可以很容易在沒有任何支撐的情況下制造一個獨立站立的螺旋狀物體(圖3)。而采用傳統(tǒng)的工藝,由于很難做到材料的快速固化成型,因此制作這種沒有支撐的獨立物體幾乎不可能。
5.jpg (92.52 KB, 下載次數(shù): 187)
下載附件
2021-6-28 21:06 上傳
圖3 制造螺旋狀物體的在位光固化協(xié)助3D打印過程光學相片(A),和所打印出來的螺旋狀物體及原始的3D模型(藍色線) (B)
為了確保這一新的增材制造技術(shù)具有實際的應(yīng)用意義,需要確認堆積層之間具有很好的結(jié)合效果。對CaP生料在0°/90°兩個方向上采用在位光固化工藝進行連續(xù)的絲狀打印堆積,并在1250°C進行燒結(jié)3小時,得到了一個三維的開孔結(jié)構(gòu)(圖4)。對這一材料的破壞試驗表明,斷面不會出現(xiàn)在結(jié)合界面上,說明其界面結(jié)合的強度非常高。
6.jpg (50.03 KB, 下載次數(shù): 172)
下載附件
2021-6-28 21:06 上傳
圖4 (A)多孔CaP骨架的光學相片(比例尺=1mm)和FESEM圖像表明(B)直線狀CaP絲材的架構(gòu)和(C)圓形截面表明CaP絲材間具有很強的結(jié)合
對多孔狀CaP骨架采用三點撓曲強度試驗表明,多孔性為52.4±0.7vol%時,其斷裂強度足夠高,可以達到24.5±2.1MPa。這一強度和小梁骨的斷裂強度相當。
相關(guān)論文鏈接:https://www.sciencedirect.com/sc ... i/S0272884219301749
參考文獻:
Maeng, W.-Y., J.-B. Lee, Y.-H. Koh and H.-E. Kim (2019). "Innovative in situ photocuring-assisted 3D plotting technique for complex-shaped ceramic architectures with high shape retention." Ceramics International.
|
上一篇:激光粉末床熔融制造金剛石基復合材料復雜構(gòu)件下一篇:3D打印的DNA涂層化療過濾器開啟了癌癥靶向治療的大門
|








 收藏
收藏 轉(zhuǎn)播
轉(zhuǎn)播 支持
支持 反對
反對


 京公網(wǎng)安備11010802043351
京公網(wǎng)安備11010802043351