本帖最后由 眼鏡熊 于 2021-11-7 14:16 編輯
導(dǎo)讀:增材制造中一項(xiàng)未解決的挑戰(zhàn)是表面處理和光潔度。
理論上,增材制造能夠自由創(chuàng)建復(fù)雜形狀,但實(shí)際上,表面光潔度通常需要設(shè)計(jì)約束。雖然提高金屬粉末質(zhì)量、優(yōu)化構(gòu)建方向和工藝參數(shù)可以在一定程度上提高增材制造零件的表面質(zhì)量,但零件表面粗糙問(wèn)題并不能完全解決。因此,對(duì)3D打印零件進(jìn)行后處理是有必要的。目前主要的后處理方法包括精加工和機(jī)械加工。下面我們來(lái)仔細(xì)看看這些方法吧。

金屬3D打印表面處理.jpg (43.21 KB, 下載次數(shù): 67)
下載附件
2021-11-7 14:11 上傳
△金屬3D打印表面處理
精加工工藝
精加工方法主要包括手工拋光、噴砂或數(shù)控磨削。手工拋光質(zhì)量很大程度上取決于操作者的經(jīng)驗(yàn),重復(fù)性和一致性差,人工和時(shí)間成本高,并且拋光過(guò)程中產(chǎn)生的粉塵對(duì)人體健康有害。此外,噴砂和CNC磨削對(duì)內(nèi)表面復(fù)雜、多孔結(jié)構(gòu)的零件加工可達(dá)性較差,因此一般用于零件外表面的清潔和拋光以及去除氧化層。
對(duì)于高表面質(zhì)量要求:Ra在0.8μm~1.6μm的復(fù)雜結(jié)構(gòu)件,精加工工藝面臨很大挑戰(zhàn)。除上述方法外,還有形狀自適應(yīng)磨削、激光拋光、化學(xué)拋光和磨粒流加工。
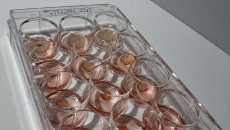
電拋光醫(yī)療植入物.png (259.73 KB, 下載次數(shù): 62)
下載附件
2021-11-7 14:11 上傳
△電拋光醫(yī)療植入物
形狀自適應(yīng)磨削
形狀自適應(yīng)磨削 (SAG) 是一種用于自由曲面加工難加工材料(如陶瓷和硬金屬)的新工藝。盡管加工設(shè)備的設(shè)備剛度較低,但工具的半彈性可以實(shí)現(xiàn)具有高表面光潔度的延性模式磨削。據(jù)悉,有研究人員采用球形柔性磨頭的形狀自適應(yīng)磨削方法對(duì)鈦合金3D打印零件的自由曲面進(jìn)行拋光。通過(guò)粗拋和精拋去除增材制造表面的缺陷層,最終表面粗糙度Ra小于10nm。
激光拋光
激光拋光利用高能激光束再次熔化零件表面材料以降低表面粗糙度。目前,激光拋光零件的表面粗糙度Ra在2~3μm左右。由于激光拋光設(shè)備成本較高,在實(shí)際的3D打印后處理工藝中并未得到廣泛應(yīng)用。
化學(xué)拋光
化學(xué)拋光的直接結(jié)果是微粗糙度平滑和拋光形成,以及上層的平行溶解。在小型增材制造中,去除中空結(jié)構(gòu)或帶有中空結(jié)構(gòu)零件表面松散易脫落的球狀層有顯著效果。通過(guò)化學(xué)拋光和電化學(xué)拋光,多孔植入物的表面粗糙度從6~12μm降低到0.2~1μm。
復(fù)雜結(jié)構(gòu)零件的磨料流拋光效果.png (303.59 KB, 下載次數(shù): 70)
下載附件
2021-11-7 14:11 上傳
△復(fù)雜結(jié)構(gòu)零件的磨料流拋光效果。
磨料流加工
磨料流加工 (AFM) 是一種內(nèi)表面精加工工藝,其特征在于使載有磨料的流體流過(guò)工件。這種流體通常非常粘稠,具有油灰或面團(tuán)的稠度。AFM可以平滑和拋光粗糙表面,專門用于去除毛刺、拋光表面、形成半徑,甚至去除材料。AFM的性質(zhì)使其成為其他拋光或研磨工藝難以到達(dá)的內(nèi)表面、槽、孔、腔和其他區(qū)域的理想選擇。
粉末床融合技術(shù)可以實(shí)現(xiàn)所有金屬增材制造工藝中最好的表面質(zhì)量。除了上述精加工方法外,有時(shí)還需要對(duì)關(guān)鍵零件進(jìn)行加工。這兩種后處理手段在3D打印模具應(yīng)用中得到了廣泛的應(yīng)用。讓我們期待未來(lái)會(huì)有更多簡(jiǎn)單、有效的表面加工工藝出現(xiàn)!
參考閱讀: A look at surface treatment methods for metal 3D printing
| 



 收藏
收藏 轉(zhuǎn)播
轉(zhuǎn)播 支持
支持 反對(duì)
反對(duì)
 京公網(wǎng)安備11010802043351
京公網(wǎng)安備11010802043351