��Դ���W�T�Ƽ�
���ڑ�(y��ng)���I(l��ng)��ͺ�̎���IJ�ͬ�������Ђ�(g��)���Ñ�ُ(g��u)�I��ʹ�Ç�Ϟ�C(j��)�M(j��n)��ģ�ߴ�ӡ���a(ch��n)�����Ō�(du��)�ڴ����(sh��)�ˁ��f����(du��)��Ϟ�C(j��)�����̎�����˽�Ҳ����֮���١�
���ڜ�(zh��n)����һƪϞ?z��i)���̎�������ģ����ҽ�B�Ĕ�(sh��)ģ�����T��Ʒ�Ķ̶̰�����ģ����Ҫ��(j��ng)�v�ġ��žŰ�ʮһ������ˇ�����dȤ�����ѿ��Ի��֮ǰ�l(f��)���ć�Ϟ�C(j��)���գ����߽Y(ji��)����x����Ŷ�����Ĕ�(sh��)ģ�����T��Ʒ�H��8�죬�W�T�Ƽ�WaxJet400 �����^��Ϟ3D��ӡ�C(j��)��
֮ǰ�����½�B�ˇ�Ϟ�C(j��)���Դ�����ģǰ��һϵ�Ђ��y(t��ng)��ˇ��ʹ��ǰ�ڜ�(zh��n)�乤��ʡ�r(sh��)ʡ��ʡ������(ji��)ʡ���S���Ҫ�ɱ���
�����@���������ѕ�(hu��)�ɻ��ɇ�Ϟ�C(j��)��ӡ��Ϟ?z��i)���̎���^���Ƿ�͂��y(t��ng)��ˇ����������ģ����Ҫ��(j��ng)�v����һ�ӵ��أ������ˆT�Ƿ���Ҫ���M(f��i)�~��ĕr(sh��)�g���M(j��n)��Ϟ?z��i)��ļӹ���̎����ϣ�������@ƪ���տ��Խ���λ���Ɇ���
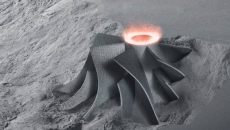
�MϞ���Ǵ�ӡ��ɺ��Ϟ?z��i)���Ҫ�?j��ng)�v�ĵ�һ����ÿһ��ģ��֮�g��Ҫ����һ���Ŀ�϶�;��x���_��֮���п��g�M(j��n)�ж�Β�{�ƚ���

�DƬ1.png (577.45 KB, ���d�Δ�(sh��): 133)
���d����
2021-12-17 17:50 �ς�
�������ˆT���ڷNϞ��
�DƬ2.png (331.78 KB, ���d�Δ�(sh��): 95)
���d����
2021-12-17 17:50 �ς�
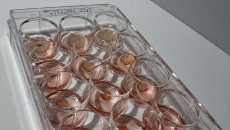
���M���Ʒ
�o������ȴ����M����ɺ��_ʼ��{�ƚ������˱��C�⚤�Ĉ�(ji��n)Ӳ�ι̣�Ϟ?z��i)�����������Ν{��������Ӛ������ܴ_���ں��m(x��)�ij��ߜغ濾�^���б���ԭ�Ӳ�׃�Ρ�
�DƬ3.png (394.19 KB, ���d�Δ�(sh��): 87)
���d����
2021-12-17 17:50 �ς�
�������ˆT���ڒ�{
�DƬ4.png (640.96 KB, ���d�Δ�(sh��): 116)
���d����
2021-12-17 17:50 �ς�
����һ��ɳ����ģ
��(du��)������(g��)��ˇ���́��f����{�ƚ��@һ���E�����M(f��i)�r(sh��)�ģ�ÿһ��ɳ������Ҫ�ں��������7-8��(g��)С�r(sh��)�ſ����M(j��n)����һ�ӵįB�ӣ��@�������Ĕ�(sh��)ģ����Ʒ�Ķ̶̰���r(sh��)�g��ƚ���ˇռ�˴��Ŀ����a(ch��n)�r(sh��)�g��
�DƬ5.png (777.49 KB, ���d�Δ�(sh��): 125)
���d����
2021-12-17 17:50 �ς�
����{�ƚ����ģ�����ڵȴ����
�����ɳ����ȫ���Ժ�ģ�ߕ�(hu��)����������890��ĸߜغ��䣬��ɳ������������Ϟ��ȫ�ڻ����˕r(sh��)������{�����ɳ���ஔ(d��ng)��һ��(g��)���ĵ�ģ�ߣ�ֻ����~ˮ��ע��ģ����Ե�Ƭ�̺��S�~�T�����Ƴ��ˡ�
�DƬ6.png (502.57 KB, ���d�Δ�(sh��): 113)
���d����
2021-12-17 17:50 �ς�
����Ϟ��Ŀ���ɳ��
�DƬ7.png (560.2 KB, ���d�Δ�(sh��): 124)
���d����
2021-12-17 17:50 �ς�
�������ˆT���ڝ�ע�~ˮ
�DƬ8.png (611.16 KB, ���d�Δ�(sh��): 118)
���d����
2021-12-17 17:50 �ς�
���S�~�T����Ʒ
�����Ĺ�ˇ����(du��)���f���^��(ji��n)�Σ��mȻ�����^�࣬����ֻ��̎��С����ģ�ߣ�һ��֮��(n��i)���ܸ㶨���и��~�ߡ���ȥ������ɳ����������(f��)��ĥ�������⡪����Ϟ���ڼ��g(sh��)�ˆT�Č��I(y��)�����£���K����S�~����ܿ����������ɡ�
�DƬ9.png (547.92 KB, ���d�Δ�(sh��): 119)
���d����
2021-12-17 17:50 �ς�
����~��
�DƬ10.png (468.14 KB, ���d�Δ�(sh��): 120)
���d����
2021-12-17 17:50 �ς�
��ȥ������ɳ������ĥ
�DƬ11.png (398.93 KB, ���d�Δ�(sh��): 95)
���d����
2021-12-17 17:50 �ς�
������(f��)����
�M����ģ���m(x��)��(j��ng)�v��̎���^�̛]���κ΅^(q��)�e�����c���y(t��ng)�T��ģ����ȣ�����3D��ӡϞ?z��i)��������?y��u)��(sh��)��
1����(ji��)ʡ��ģ�ߵ��_�l(f��)�����ɱ���
2���s���˿�ʽ���Еr(sh��)�g��
3���ӹ��ɱ��cӆ�Δ�(sh��)���o�P(gu��n)���m��(y��ng)���ƺ�С�����������a(ch��n)��
���⣬3D��ӡ��(sh��)�ֻ��\(y��n)�ã�ʹ��ǰ���_�l(f��)��һ�_(t��i)��X���ܸ㶨�����е�ģ���ļ����ܱ�������X������κ��ģ�ֻ��Ą�(d��ng)�ļ���(sh��)��(j��)���ܫ@��һ��(g��)��ͬ�ߴ�����ȫ�¿�ʽ�Ĕ�(sh��)ģ��
�������ИI(y��)��(n��i)����ʿ���m(x��)�ع�ͬ̽���£�δ��3D��ӡ��Ϟ�C(j��)���H�܉��Q������ض��I(l��ng)���ǰ�ڜ�(zh��n)�乤����߀�܉�ݗ������I(l��ng)��(y��u)�����a(ch��n)��ˇ���̣�������Q�ИI(y��)ʹ�c(di��n)��
|
|



 �ղ�
�ղ� �D(zhu��n)��
�D(zhu��n)�� ֧��
֧�� ����(du��)
����(du��)
 �����W(w��ng)����11010802043351
�����W(w��ng)����11010802043351