�ϘO��ע���3D��ӡ�������I(y��)�����ɞ�ܶ����ܮa(ch��n)�I(y��)�l(f��)չ���O�Ĺ�ͬ���������LJ���(n��i)�l(f��)չʮ���꣬3D��ӡ��Ȼ���ڹ��I(y��)�����ϵijɱ���Ч���y�}��ȫ����(n��i)����3D��ӡ���g(sh��)��Ҫ�֞�ɴ�ꇠI��ֱ�ӽ���3D��ӡ���g�ӽ���3D��ӡ�����У�ֱ�ӽ���3D��ӡ�nj����ٲ���ֱ�Ӵ�ӡ�ɽ��ټ������g�ӽ���3D��ӡ��ͨ�^ճ�τ��Ȍ����ٲ��ϴ�ӡ���ͣ�Ȼ��ճ�τ�ȥ��������K�õ����ټ���

Jietu20220525-145834.jpg (42.73 KB, ���d��(sh��): 119)
���d����
2022-5-25 15:00 �ς�
Ŀǰֱ�ӽ���3D��ӡ���g(sh��)��Ҫ�Dz��ð��F�ļ�������������x������ݔ���Դ��ֱ�ӟ��Y(ji��)�����ۻ����ٷ�ĩ���������M�����ӯB�Ӵ�ӡ��Ʒ����Ҫ���x�^(q��)������Y(ji��)/�ۻ���SLS��SLM����������x�^(q��)�ۻ����ͣ�EBSM����ֱ�ӽ��ټ�����Y(ji��)/���e��DMLS��DMD��LENS�������ٵ��x���w���e��RPD���ȼ��g(sh��)����ͬ���g(sh��)���c���Ǵ�ӡ�c�ۻ�һ�w��ͬ�r�@�îa(ch��n)Ʒ�Π��c���ܡ�ȱ�����ڼ��������O(sh��)�估���σr��߰����ɝM�㹤�I(y��)�����a(ch��n)�Ĵ�ӡ�������ޣ��\�I�ɱ��ߣ��c�������㷨��(f��)�s����ӡ�ٶ�������ˇ�_�l(f��)�y����ˇ��(f��)�s�y�Կ��ơ��a(ch��n)Ʒ���ܲ�һ�¡�
Jietu20220525-145845.jpg (50.44 KB, ���d��(sh��): 92)
���d����
2022-5-25 15:00 �ς�
��ֱ��3D��ӡ���g(sh��)
һ��PEP���g(sh��)
�����A���S�Ƴ��ġ�3D��ӡ+��ĩұ����Y(ji��)�ϵĽ��١��մ��g��3D��ӡ���g(sh��)������ĩ�D����ӡ���g(sh��)��Powder Extrusion printing��PEP�����Єe�����øߏ����������Y(ji��)���ۻ����ٵȲ��ϣ�ͬ���@�îa(ch��n)Ʒ�Π�����ܵ�ֱ��3D��ӡ���g(sh��)��PEP���g(sh��)�nj���ӡ�cÓ֬���Y(ji��)���_���ֲ��@�îa(ch��n)Ʒ�Π��c���ܡ�
Jietu20220525-145852.jpg (77.34 KB, ���d��(sh��): 87)
���d����
2022-5-25 15:00 �ς�
���g�ӽ���3D��ӡ
PEP���g(sh��)��(chu��ng)���Ե�ͨ�^3D��ӡ���F(xi��n)�����ϵĿ��ƺͳ���,�M�����/�մ�����Ă��Ի����ơ�ͨ�^3D��ӡ���F(xi��n)�oģ����ģ���Ƃ䣬��(ji��)ʡ��ģ���_�l(f��)������ɱ��͕r�g�ɱ���PEP���g(sh��)ͬ�rҲ���a�˂��y(t��ng)����3D��ӡ��Ч��ȱ���c�ߴ����ƣ��ɱ����ͣ�����������(zh��n)�������ڽ��ٷ�ĩ���Ϸ���ֱ�Ӵ�ӡ�đ�(y��ng)�ã��ɞ�������������ӡ�����c���g(sh��)��
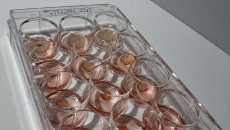
�������g(sh��)���c
PEP���g(sh��)�������Ѱl(f��)չ���^30�ꡢ����Ҏ(gu��)ģ��(y��ng)�������3C����܇���t(y��)����܊��������I(l��ng)��Ľ��١��մɷ�ĩע����μ��g(sh��)��PIM�������߹�ˇ�����кܶ���֮ͨ̎���Y(ji��)��3D��ӡ�����ϵĿ��ƺͳ��Σ����F(xi��n)��K�Ľ��١��մ��㲿�����Ի����ƻ����a(ch��n)���ڵõ�����һ���ܶȺ͏��ȵ����������÷�ĩע����μ��g(sh��)�����P(gu��n)��ˇ���a(ch��n)Ʒ�M��Ó֬�͟��Y(ji��)���@������һ���҃�(y��u)���Įa(ch��n)Ʒ��
Jietu20220525-145900.jpg (93.69 KB, ���d��(sh��): 101)
���d����
2022-5-25 15:00 �ς�
����ĩע����ι�ˇ����
Jietu20220525-145923.jpg (64.8 KB, ���d��(sh��): 109)
���d����
2022-5-25 15:00 �ς�
��PEP���g(sh��)��ˇ����
1��3D��ӡ����
����PEP���g(sh��)�������w��ͨ�^3D��ӡ�C�D�������Ӷѷe����������O(sh��)Ӌ�����߱�һ��һ�ӵش�ӡ������3D��ӡͨ���m����ԭ�͜yԇ����(f��)�s�Ď��Π��С�������a(ch��n)��һ����f���҂������аl(f��)��Uprise 3D��ӡ�C���Դ�ӡ�Ľ��ٵ��մɵĶ�N���ϣ���ӡ���ܷ�(w��n)���;��_�ߡ���ӡ���ͺ�������Ҫ�M��Ó֬�͟��Y(ji��)�^�̡�
2��Ó֬
Ó֬�������Ǐ�3D��ӡ������ȥ����ճ�Y(ji��)���ۺ��Ó֬�^���������Σ������߽������m����Ó֬����һ�Εr�g��Ó֬��ˇ����ˮÓ֬���܄�Ó֬�ʹ�Ó֬��һ����f���҂���Ó֬�����Üغ͵IJ�����������ᣬ���h(hu��n)��������ȫ�����⣬�҂���Ó֬�t������̎�����������Ρ�һ��ճ�Y(ji��)���ۺ��ﱻȥ����ԓ���ֱ��Q�����ߣ�����ȥ���Y(ji��)�õ����ܵĽ��ٲ�����
3�����Y(ji��)
���˫@����K�Ľ��ٲ��������Y(ji��)��ˇ�DZ�횺��P(gu��n)�I�ġ����Y(ji��)�l����Ҫ����՚�պߜ����M�С����Y(ji��)�t�������ӹ������ܸߣ��������Ρ�ͨ�^���Y(ji��)�������ճ�Y(ji��)���ۺ����������m��?sh��)ļӟ�ض��±�ȥ�������ض����ߵ��������ӵ����c���ϕr���@Щ�����_ʼ�ۻ������L���ܶ��_����98%��ֵ��ע����ǣ��ڟ��Y(ji��)�^���У�����ճ�Y(ji��)���ۺ����ȥ���ͽ����w�������L�����l(f��)���տs�����տs���Ǻ㶨�ġ����ٲ����������Ŵ����a�������S��ģ���E�е��տs�����Y(ji��)���ٲ����������õ����W(xu��)���ܣ������ڸ��N���I(y��)��;�͑�(y��ng)�á�
4����̎��
���Y(ji��)�Ľ��ٲ�������ȫ���ܵģ������S�rʹ�á����ǣ�����Ҫ���õ����^�r������ʹ�Ò����Ϳ�ӵȺ�̎��������ͨ������(sh��)������Ǟ��˫@�ø��õľ��ȡ������@Щ��������ȫ��ģ��ɱ��ǿ��Գ��ܵġ�
�������g(sh��)��(y��u)��
- PEP���g(sh��)���ĩұ���ИI(y��)��(sh��)�ֻ��x�ܣ����i3D��ӡ�ڷ�ĩұ���I(l��ng)��đ�(y��ng)�ã�ጷŷ�ĩұ��ĝ��ܡ���Ҫ�ļ��g(sh��)��(y��u)�ݰ������·��棺
- �����÷�ĩע����γ��췀(w��n)���ļ��g(sh��)�wϵ�������wϵ�V�����a(ch��n)Ʒ����һ���Ժ�
- �cֱ��3D��ӡ���g(sh��)��ȣ���ӡ�O(sh��)�䡢���ϼ���ӡ�ɱ����ͣ����ξ��ȸߣ���������3D��ӡ��(y��ng)�õ��ƏV���ռ�
- ��ӡ�a(ch��n)Ʒ�����_����ĩע����μ�呼�ˮƽ
- �Gɫ�h(hu��n)������ӡ���Ͽ�ѭ�h(hu��n)���ã���Ч�����ʸ�
- �ͳɱ��Ľ���/�մɏ�(f��)�s�a(ch��n)Ʒ���ƻ������������a(ch��n)��Q����
Jietu20220525-145945.jpg (39.15 KB, ���d��(sh��): 94)
���d����
2022-5-25 15:00 �ς�
�ġ�֧�ֵIJ����wϵ
�IJ��P䓡�ģ��䓡��~���~�Ͻ��X�Ͻ𡢸ߜغϽ�⁺Ͻ��y�۽��ٵȽ��ٲ��ϣ�������䆡������X��̼���衢��������մɲ��ϣ����oֹ���ĝ��ڲ�����Ξ�3D��ӡ��Ҏ(gu��)ģ�M�둪(y��ng)���Ј���(chu��ng)�������Ŀ��^�l����
Jietu20220525-145950.jpg (46.67 KB, ���d��(sh��): 82)
���d����
2022-5-25 15:00 �ς�
���ϘO��չ���Ĕz���A���S�g�ӽ���3D��ӡչƷ | 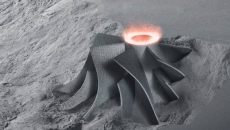



 �ղ�
�ղ� �D(zhu��n)��
�D(zhu��n)�� ֧��
֧�� ����
����
 �����W(w��ng)����11010802043351
�����W(w��ng)����11010802043351