��(l��i)Դ�����K����(li��n)��
��(d��o)�x���Ĉ�(b��o)����픿���Acta Materialia�����l(f��)�����о��ɹ��������ĩ���x�^(q��)�ۻ���������䓵��_(k��i)�љC(j��)��:������(y��ng)��,���^�Y(ji��)��(g��u)�;ֲ�Ԫ�؝�ȵ����á�

640.jpeg (101.49 KB, ���d��(sh��): 64)
���d����
2022-7-1 11:58 �ς�
���ɹ���Graphical abstract
640-1.jpeg (95.68 KB, ���d��(sh��): 71)
���d����
2022-7-1 11:58 �ς�
����ˇ����
�����ĩ���ۻ�(LPBF)ͨ�^(gu��)��(sh��)ʩ��(f��)�s�ă�(n��i)����sͨ����(l��i)��߹��ߵ��и��ٶ�,���Ķ��@�ý�(j��ng)��(j��)��(y��u)��(sh��),�����y(t��ng)��ˇ�o(w��)�������@�N��sͨ����Ȼ��,�����ڹ���䓵ĸ�̼�ͺϽ�Ԫ�غ������Լ����P(gu��n)�đ�(y��ng)��,��������ھ��ИO����s���ʵ�ѭ�h(hu��n)�����^(gu��)���������_(k��i)�ѡ��������ÿv��/�M�����ͬ��X�侀�@����,������@���g(sh��)��ԭ��̽ᘔ��Ӓ��輼�g(sh��),���о��˹���䓽�(j��ng)LPBF̎�����^�Ѽy��ò��������(y��ng)���ݶ�,���ֲ��^�Y(ji��)��(g��u)���Ѽy����Ԫ�؝��֮�g���P(gu��n)ϵ,��ˮƽ�Ѽy���γ��c�v��/�M����暈����(y��ng)���½����P(gu��n)���������ڎ�ȱ��λ�ú͘�Ʒ߅��,��ֵ��ע�����,���Ѽy��Ҫ�������e��̼�R���w�͚����W���w���w�ľ���̎��M2C�������g̼����ľW(w��ng)�j(lu��)�U(ku��)չ���Ѽy����͟o(w��)�Ѽy�^(q��)���(n��i)�Ĵ�����̼����ߴ�ı��^����,���Ѽy��(y��u)�x�Դ�����ʽͨ�^(gu��)̼�������,�����](m��i)���^�쵽�Ѽy���R���w�γ�֮�g�����P(gu��n)�ԡ��^��Y(ji��)�����Ѽy�U(ku��)չ�c�����^�Y(ji��)��(g��u)����Ҫ�����W(w��ng)�j(lu��)(li��n)ϵ����(l��i),�����,����LPBF�^(gu��)���У��������쑪(y��ng)���۷e���ڹ̑B(t��i)���̺͔����^(gu��)�����γɵĹ���̼����đ�(y��ng)���T��(d��o)�_(k��i)�ѱ��l(f��)�F(xi��n)�ǹ���䓵���Ҫ�_(k��i)�љC(j��)��,��
1.������B
��������������Ƶ��O(sh��)Ӌ(j��)���ɶ�,����������(AM)������������Π��(f��)�s��������@Щ����Ȳ����Üp��(��܇��,��������@��)����,��Ҳ�����ó�Ҏ(gu��)�T�����졣����(j��)3Dģ��,���������������g,������ͨ���Էӵķ�ʽ�����B�ӡ��@ʹ���܉�?q��)��F(xi��n)�·f�Ď�����,������sͨ���͏�(f��)�s�ı���,����V��ʹ�õĽ���AM��ˇ�ǻ��ڶ����ܳ��e(DED)�ͷ�ĩ������(PBF)�Ĺ�ˇ���c�����ܳ��e��ˇ���,��PBF���g(sh��)���m�������a(ch��n)���и���(f��)�s���Π���߾��ȵ���С�����,����?y��n)���Ӻ�����������ߴ��С�������ĩ���ۺ?LPBF)�����f(shu��)�ǻ��ڸ������Ĺ�W(xu��)���յ����`��ķ�ĩ�����ڼ��g(sh��),����������m�������ͺϽ�,�������@Щ�����Ӱ푣����ڵ��۷e��,�������ĩ���ۺσH����С�����С�������a(ch��n),��
�����ĩ���ۺϵ�һ��(g��)��ǰ;�đ�(y��ng)���I(l��ng)���ǹ��߹��I(y��)���P(gu��n)��������(y��ng)��,���cȱ���@Щ��(f��)�s��(n��i)���Y(ji��)��(g��u)�Ă��y(t��ng)����ĸ�������,���ɸ����(HSS)�Ƴɵľ��м�����sͨ�����@�^��㊵�����ͨ�^(gu��)���ߵ������ٶȁ�(l��i)���Ч�ʡ������ĩ���ۻ���ˇҲ��������ӹ����ߵĽ����������a(ch��n),���@ʹ�������ڛ_��,���T�Ż�_�ב�(y��ng)����ʹ�õĹ��ߵĺ�̎�������@���p�١���(du��)�ڟ�ӹ������,��������sͨ���Č�(sh��)ʩ���Կs��ע����͑�(y��ng)�õ�ѭ�h(hu��n)�r(sh��)�g�����Ɵ����,��
һ���(l��i)�f(shu��)�����Կ��]���y(t��ng)�T�������֪�ĬF(xi��n)��,���Ը��õ�����AM�^(gu��)���мӹ��Բ�Ľ��ٵ�ʧЧ�C(j��)��,���������ѣ�ijЩ�����粻�P�,���X����懻��Ͻ��������^(gu��)����Ҳ�����_(k��i)��,���@Щ�Ѽy��������������s�^(gu��)���е������տs�͟��տs���γɵġ�����,��ͨ���������^(gu��)�̵����|(zh��)����ğᑪ(y��ng)���������ڰ�̑B(t��i)�^(q��)��(Ҳ�Q�����^(q��))�γ��Ѽy,�����T���У��@�N��͵��Ѽy���Q�����,�����ں����У��@�N�F(xi��n)�Q�������Ѽy,������(j��)Rappaz��������Ľ��ٺϽ�����֦�����̵ğ�˺��ģ��,�����Һ�w���ϵ�����(d��ng)����֣����쑪(y��ng)����(hu��)��(d��o)���ں���^(q��)�γ����^�ğ�˺��,���P(gu��n)�ڼ����ĩ���ۻ�,���ѽ�(j��ng)�^�쵽���غϽ�(HEA)�ğ�˺�ѡ�Sun���˵ó��Y(ji��)Փ,���o(w��)Փ����t懸��غϽ���ʹ�úηN��ˇ����(sh��),�������ھ��g�����Ѽy���@Щ�Ѽy���ɴִ����a(ch��n)�����^������(y��ng)����ɵ�,����?y��n)��ھ���̎�](m��i)�аl(f��)�F(xi��n)Ԫ��ƫ��,����(du��)�@�N���غϽ�����0.5at%����Al���M(j��n)һ���о���ʾ��ƫ����(y��ng)�õĝ������Ա����ڷ�ֹ֦���g�^(q��)���е�ҺĤ���@���p�ٟ��ѡ�Ȼ��,����(y��ng)ԓע�����,������1at%��Al�ѽ�(j��ng)�a(ch��n)���˾���(n��i)���Ѽy�Ĵ��ڡ�����,�������о��˵�ԭ�ӵ���t�i�,���l(f��)�F(xi��n)�Ѽy���П��Ѻ����ѵ�������Tomus�����ѽ�(j��ng)�l(f��)������Ƶİl(f��)�F(xi��n),�������о��˼����ĩ���ۻ�懻��Ͻ�(HastelloyX),�������ó��Y(ji��)Փ���Ѽy�������^(gu��)�����γ�,�����S�����ڹ̑B(t��i)�µğ�ѭ�h(hu��n)���U(ku��)չ,���l(f��)�F(xi��n)Ԫ��C��Siͨ�^(gu��)���ӟ��������Զ���(qi��ng)��Ӱ��Ѽy��������(du��)����һ�NLPBF懻��ߜغϽ�(IN738LC),Cloots����Ҳ�J(r��n)�������_(k��i)������Ҫ���_(k��i)�љC(j��)��,�����縻�ƫ�����J(r��n)�����Ѽy�����Ŀ���ԭ��,����֮,����ģ�M�˻�̎���ĸߜغϽ��懻��ߜغϽ����װl(f��)�����Ѻ������_(k��i)��,���S��Ӱ����أ��羧���ߴ�,��������(y��ng)��,������ƫ���������^(gu��)���о�����ҺĤ�Ĵ��ڣ���(du��)�@�N�����Եć�(y��n)�س̶��������P(gu��n)��Ҫ������,��
�����(l��i),����(du��)�o(w��)̼䓷N����17-4PH,��15-5PH��18Ni300�R���w�r(sh��)Ч��M(j��n)���˴����о�,���@Щ䓷N���C��ʹ��LPBF�����üӹ����ܡ��l(f��)�����P(gu��n)�ڹ�ˇ����(sh��)��(du��)����ܶȺ�Ӳ�ȵ�Ӱ푻��̎���̎�팦(du��)�C(j��)е���g���ܵ�Ӱ푵�Փ��,���c���y(t��ng)�ĺ�̼��������,���R���w�r(sh��)Ч䓻�����ͨ�^(gu��)��ܛ��R���w�����������g����@��Ӳ�ȣ���������̼�R���w�͚����W���w�Ļ��w���γɶ���Ӳ��̼����,���깤���ֱ�ӻػ��ɫ@�ø�Ӳ��,�������ĩ����׃�������s�^(gu��)�̮a(ch��n)���ĸ��^(gu��)ͱ��C���@һ�c(di��n)��Hadadzadeh�����о���LPBF��ֱ�ӕr(sh��)Ч��FeCrNiAl�R���w�r(sh��)Ч���P�,�����y(c��)���˴�s500HV 0.3���@Ӳ��,��Yasa���ˈ�(b��o)���˼����ĩ���ۻ���ֱ�ӕr(sh��)Ч(480��C��5С�r(sh��))��18-Ni300�R���w�r(sh��)Ч䓵Ď��ӽ�650HV(58 HRC)�ĸ���Ӳ��,���c��Ҏ(gu��)�������ȫ��̎��(�����˻�͕r(sh��)Ч)�Č�(du��)��(y��ng)����,����H��52 HRC��Ӳ��,����(du��)�ں�̼����䓵ȼ�(j��)����LPBF H13��ӹ�����䓵�550��Cֱ�ӻػ��,��Deirmina���˰l(f��)�F(xi��n)�������650 HV1��Ӳ��,�����֮�£����x�ӟ��Y(ji��),�����ͻػ��H13��500���¾��д�s600 HV1�ķ�ֵӲ��,��Ȼ�����M(j��n)һ�������ĥ�Ժ�Ӳ�Ȍ�(du��)�ڸ�ĥ�p������(y��ng)��(�����,��܇�����@��)�Ǐ�(qi��ng)���Ե�,���@ЩҪ��ֻ��ͨ�^(gu��)����䓻�������������^�ߵ�̼���ﺬ����(l��i)���C��
640-2.jpeg (534.29 KB, ���d��(sh��): 94)
���d����
2022-7-1 11:58 �ς�
��SLM H13��(c��)ҕ�D�ķ����Y(ji��)��
��һ����,�����@Щ��̼����䓵Ķ��ƺϽ��wϵ��LPBF���g���F(xi��n)��ijЩ��(w��n)�},�����˺Ͻ���еĿ�϶�γ�֮�⣬�ڼӹ��^(gu��)����,���@Щ���߀��(hu��)���F(xi��n)��(y��n)�ص��Ѽy,��ǰ����Ҫ������(y��ng)�õļ��ˇ����(sh��)�Q����ͨ���c�����ܶ����P(gu��n),����Ҳ��������ĺϽ�Ԫ�؛Q��,�����Ѽy���棬����l(f��)�����P(gu��n)�ں�̼����䓵�LPBF��Փ�Ĉ�(b��o)�������Ѽy���γ�,���@�����ھ��и�̼��(d��ng)����(sh��)�����в��Ϻ��c��ˇ���P(gu��n)�đ�(y��ng)���ĽM��,���������칤ˇ�ď�(f��)�s��ѭ�h(hu��n)�^(gu��)�����γɡ�LPBF����䓵��Ѽy�γ��c��͚�����(y��ng)�����P(gu��n),��������(y��ng)�������ۻ��^(gu��)��������������ӵķ��,������s���ʮa(ch��n)���ġ��@Щ���������Ͽɚw��������(g��)��Ҫ��(l��i)Դ,������,���c����Դ�Ľ��c(di��n)ֱ�����۳سߴ���ȣ����ڿ��g�ֲ����ļ�������ݔ����a������ĸߵğ��ݶ�,����(y��ng)���l(f��)����׃,������e���܇��^��IJ������ѽ�(j��ng)����������ʾ���mȻ��ĩ���ͻ�������ڂ��y(t��ng)��LPBFϵ�y(t��ng)���A(y��)��,�����ǜض���Ȼ����,�S����������L(zh��ng)���ײ��ļӟ�Ч�ʽ���,���ڶ�,���������w�����^(gu��)���е��w�e�pС�����̲�����s�^(gu��)���еğᑪ(y��ng)������(y��ng)�������������,�����,��Ӳ����������̼�R���w���γ�Ҳ�������Ѽy���l(f��)���g����Ҫ����,���@�N�ĊW���w���R���w���D(zhu��n)׃���S���w�e��Û�����~��đ�(y��ng)���Y(ji��)�ϵ�������,��һЩ������Փ���˻����A(y��)���Ӱ�,���Ա������R���w���γɣ���ͨ�^(gu��)���͟��ݶȁ�(l��i)�����c��ˇ���P(gu��n)�ğᑪ(y��ng)��,�,������ϣ�ͨ�^(gu��)��LPBF���g��(y��ng)�õװ��A(y��)��,���l(f��)�F(xi��n)���@�ɂ�(g��)����������Ѽy�γɵ��L(f��ng)�U(xi��n)������,�������@���N��(y��ng)��Դ����LPBF�^(gu��)����,�������A(y��)����LPBF�^(gu��)��֮��IJ����д��ڏ�(f��)�s�đ�(y��ng)����B(t��i),��ԓ��(y��ng)����B(t��i)���@Ӱ푺�̼����䓵ĝ����Ѽy�γ��О顣
640-3.jpeg (12.47 KB, ���d��(sh��): 74)
���d����
2022-7-1 11:58 �ς�
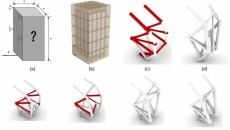
����ʾ��D
�M��������������������^(gu��)���е�ȱ���γɷ����ѽ�(j��ng)ȡ�����@�����M(j��n)չ,��������LPBF�^(gu��)����,���ڛ](m��i)���A(y��)��������r������ĺ�̼������е��Ѽy�����͔U(ku��)չ�F(xi��n)����Ȼ����������,�����о�ּ��Ԕ��(x��)�u(p��ng)��������(f��)�s��(y��ng)����B(t��i),������ʾ�Ѽy�γɵĝ������P(gu��n)�ԡ����,��ʹ�ø���ͬ��������X�侀����(HEXRD)�_������ه������߶ȵđ�(y��ng)����׃,���@Щ������(y��ng)���ֲ��c�Ѽy��λ�����P(gu��n)���@Щ�Ѽy���ض��Ľ���v��/�M������Ͽ�Ҋ(ji��n),������ƽ���ژ�(g��u)���������ƽ���Ͽ�Ҋ(ji��n),�����ˌ�(du��)��Ҫ�_(k��i)�љC(j��)���M(j��n)�з��ͨ�^(gu��)��������@�R(SEM)��(du��)�Ѽy�����ΑB(t��i)��ֱ���Ѽy�ӽ����M(j��n)����Ԕ��(x��)�о�,������,��ʹ������ɫɢX�侀���V(EDX)��ԭ��̽ᘔ��Ӓ���(APT)�����Ѽy�����µĻ��W(xu��)�ɷ֡�����,������������@�R(TEM)�����(l��i)�_���Ѽy�а������Y(ji��)��(g��u)�ɷֵľ��w�Y(ji��)��(g��u),���Y(ji��)���@Щ�Y(ji��)������������о��ĺ�̼��������䓵��Ѽy�γɺ͔U(ku��)չ�C(j��)�Ƶ���Փ,��
640-4.jpeg (177.59 KB, ���d��(sh��): 78)
���d����
2022-7-1 11:58 �ς�
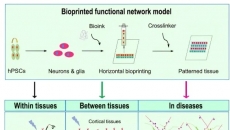
��SLM M3:2 ����䓵����ܽY(ji��)��
640-5.jpeg (102.58 KB, ���d��(sh��): 83)
���d����
2022-7-1 11:58 �ς�
�����Լӟᵽ��߸ߜضȞ�300 ��C���A(y��)���b������SLM����.
640-6.jpeg (291.58 KB, ���d��(sh��): 73)
���d����
2022-7-1 11:58 �ς�
��200��C�l����SLM����X65MoCrWV3-2�ĽY(ji��)��
2.��(sh��)�(y��n)
2.1.��ĩ��LPBF�ӹ�
����L(zh��ng)PBF��ˇ��ԭ��,��ʹ��������������䓷�ĩ(d10=23.0�ף�d50=32.9��,��d90=41.7��),��ͨ�^(gu��)����F�����a(ch��n)��ĩ���S���^(gu��)�Y,���仯�W(xu��)�M��(����%)��0.85c-0.53si-0.36Mn-0.19ni-4.25Cr-2.46w-2.72mo-2.01v-4.35co,����ʹ��늸���ϵ��x���w��l(f��)����V�y(c��)��,�����о����M(j��n)�е������{(di��o)�鶼�����Ă�(g��)��Ʒ���M(j��n)�еģ��@Щ�ӱ�̎�ڴ���LPBF�^(gu��)�̺�Ġ�B(t��i),���](m��i)���M(j��n)һ���ĺ�̎��,���@Щ��Ʒ�Ļ�����e��10��10mm���������Եĸ߶��������ČӔ�(sh��)N=50,��100,��500��1000(�Ӻ�D=30��)�Q�����@Щ��Ʒ����Renishaw AM250�C(j��)����һ��(g��)�sС�w�e�ĵװ������,���](m��i)���A(y��)���b��,�����õ����c���÷�ĩ�ɷ����Ƶij�Ҏ(gu��)����ĵװ���ϡ��](m��i)��ʹ��֧�νY(ji��)��(g��u),����?y��n)��Ʒֱ�Ә?g��u)���ڻ�����,���������У��ӱ�����(j��)�����Č�̖(h��o)��ָ����ӱ�n(��,���ӱ�50,���ӱ�100���ӱ�500�͘ӱ�1000),����ʹ�õ��b������й��w������(�ڷ�ĩ���߶ȵ�75���c(di��n)ֱ��),�������}�_���l(f��)��ģʽ�²��������Ҙ�Ʒ�����������������0.1%�Ě�������M(j��n)��,�����鹤ˇ����(sh��),���x�����C(j��)������P=200W���}�_���m(x��)�r(sh��)�gt=80��s,���c(di��n)���xdp=88��Ӱ�����xh=90��,����ˣ�����Ӌ(j��)����w�e�����ܶ�VED�ļ�������ݔ�뿂Ӌ(j��)��67J/mm,�,�����֮ǰ��(du��)VED��(du��)��ͬ����ȱ���γɵ�Ӱ푵��о���ʹ��ԓ����(sh��)������?y��n)���a(ch��n)�����еȿ�϶��ˮƽ,����(y��ng)ԓע�����,���M(j��n)һ���ą���(sh��)��(y��u)�����܌�(d��o)�¸��͵Ŀ�϶��ˮƽ��ʹ�����ے������,��ͬ�r(sh��)���跽����ÿ��֮�����D(zhu��n)67��,��
2.2.ͬ����������(y��ng)׃����y(c��)�����c����v/�M��������P(gu��n)��
�D1�o���˿v��/�M�����ͬ��������X�侀�@���䌍(sh��)�(y��n)��ʾ�����O(sh��)�á�ʹ��20�Ē��������ڃɂ�(g��)�M��λ���ؘ�Ʒ50�͘�Ʒ100�Ę�(g��u)�������M(j��n)�В���:(i)�ژ�Ʒ������(���Ē���)��(ii)��������ΌW(xu��)���ژ�Ʒ��߅��(߅������),�����ijߴ�������քe�O(sh��)����500��20ƽ����87.1keV,��ͨ�^(gu��)��Struers Accutom�и�C(j��)���_�и�ij�ʼ��am�����w����ȡ���ڹ��������Ϻ�Ȟ�2 mm�ı�Ƭ,������(l��i)�Ƕ��S(2D)XRD�D��,�����ɔ�(sh��)��X�侀ƽ��̽�y(c��)��(��𰣠�Ĭ��XRD 1621�ͣ�2048 �� 2048����е����سߴ��200��200 ��m2),�������(l��i)����Ҏ(gu��)�w�e��(n��i)���侧����ƽ����Ϣ(�D1),��LaB6��(bi��o)��(zh��n)����У��(zh��n)��Ʒ�͙z�y(c��)��֮�g�s1324 mm�ľ��x��
ʹ��Python��(k��)PyFAI�M(j��n)һ��̎���ռ�������D��,��ÿ��(g��)2D����D������e���ԫ@��36��(g��)��(qi��ng)�ȷֲ�,�����鲼�����I(��)�ĺ���(sh��)��ÿһ��(g��)�����(l��i)�ԡ���=10�Ⱥ��ض���Ʒλ��(x,��z)�ęz�y(c��)����λ�Dz��ֵ����䔵(sh��)��(j��),���S��ʹ�ò������ɏ��R���w112/211�p��͊W���w311��_����λ���P(gu��n)�ľ���(sh��)(x,z),ʹ�Â�Voigt����(sh��)�M���@Щ����(sh��),�������°�-�x�խh(hu��n)�ęE�A��׃�ľ���(sh��)(x,z)�ķ�λ����ه�Կ����c���������Ʒ��(n��i)�ĵ�һ��(j��)X�侀���ԑ�(y��ng)׃�͚�����(y��ng)��ֱ�����P(gu��n),�����ڙE�A�°�-�x�խh(hu��n)�����S�Ǵ�ֱ��ˮƽȡ���(ƽ���ڈD1�е�x��z����)�����˺�(ji��n)����Ҋ(ji��n),�����O(sh��)���Б�(y��ng)׃�͑�(y��ng)�����Ժ���,��
�����Ē������r�£��y(c��)�õĵ°�-�x�խh(hu��n)׃���cƽ���(n��i)������һ�A������(y��ng)����xx-��zz֮�������,����˦�zz�����ژ�Ʒ����ϵ�����,����(du��)��߅�����裬�y(c��)��׃���c��������(n��i)һ�A������(y��ng)����zz-��xx֮�������,�����,�����۷e߅��̎����xx������(sh��)�H�Ͽ��Ժ��Բ�Ӌ(j��),��߅���������gӛ䛵�׃��ֻ�c���⑪(y��ng)����zz�Ĵ�С���P(gu��n),����Ҫ���ǣ��ɴΒ���đ�(y��ng)��ֵ��xx-��zz�ͦ�zz-��xx�քe������x��z�������õđ�(y��ng)��,��
���ˌ�������(y��ng)���ֲ��c��Ʒ���ΑB(t��i)���P(gu��n)(li��n),����(du��)��Ʒ50�͘�Ʒ100�M(j��n)���˽���v��/�M����Ƭ�о�������Ʒ��ĥ��������1����ʯ����Ҹ�Һ,���S��ʹ��Struers�������Ҹ�Һ(OPS)�M(j��n)�ЙC(j��)е����,������(du��)��LPBF��ˇ�Ę�(g��u)������z���ăɂ�(g��)����(�D1�͈D2 (a)�е�x��y)�M(j��n)��δ�g�̺�ϡ�W(xu��)II��Һ�g�̗l���µĹ�W(xu��)�@�R�z��,��
640-7.jpeg (55.6 KB, ���d��(sh��): 58)
���d����
2022-7-1 11:58 �ς�
���D1��ᘌ�(du��)��Ʒ100ʾ����������HEXRD�O(sh��)�÷���
���m(x��)
�īI(xi��n)��(l��i)Դ��Cracking mechanism in a laser powder bed fused cold-work tool steel: The role of residual stresses, microstructure and local elemental concentrations,Acta Materialia,Volume 225, 15 February 2022, 117570,https://doi.org/10.1016/j.actamat.2021.117570
|







 �ղ�
�ղ� �D(zhu��n)��
�D(zhu��n)�� ֧��
֧�� ����(du��)
����(du��)
 �����W(w��ng)����11010802043351
�����W(w��ng)����11010802043351