|
2024年1月25日,,南極熊獲悉,來自麻省理工學(xué)院的研究人員開發(fā)了一種新型液態(tài)金屬快速打印技術(shù),,能夠在幾分鐘內(nèi)生產(chǎn)出桌腿和椅子框架等大型零件,。液態(tài)金屬打印 (LMP) 技術(shù)涉及將熔融鋁沿著預(yù)定路徑沉積到微小玻璃珠床上,然后鋁快速硬化成 3D 結(jié)構(gòu),。研究人員表示,,LMP比同類金屬增材制造工藝至少快10倍,而且加熱和熔化金屬的過程比其他一些方法更有效,。
LMP技術(shù)確實為了速度和規(guī)模而犧牲了分辨率,。雖然它可以打印比通常使用較慢的增材技術(shù)制造的部件更大的部件,并且成本較低,,但它無法實現(xiàn)高分辨率,。例如,用 LMP 生產(chǎn)的零件適用于建筑,、施工和工業(yè)設(shè)計中的某些應(yīng)用,,其中較大結(jié)構(gòu)的組件通常不需要極其精細(xì)的細(xì)節(jié)。它還可以有效地利用回收金屬或廢金屬進行快速原型制作,。

1.jpg (24.64 KB, 下載次數(shù): 78)
下載附件
2024-1-25 18:49 上傳
在最近的一項研究中,,麻省理工學(xué)院的研究人員通過打印桌椅的鋁制框架和零件來演示這一過程,這些框架和零件的強度足以承受后處理加工,。他們展示了如何將 LMP 制造的組件與高分辨率工藝和附加材料相結(jié)合來制造功能性家具,。
麻省理工學(xué)院建筑系副教授,、自組裝實驗室聯(lián)合主任 Skylar Tibbits 說道:“這是我們思考金屬制造的一個完全不同的方向,它具有一些巨大的優(yōu)勢,。它也有缺點,。但我們的大多數(shù)建筑世界(我們周圍的東西,比如桌子,、椅子和建筑物)并不需要極高的分辨率,。速度和規(guī)模,以及可重復(fù)性和能耗,,都是重要的指標(biāo),。”
屏幕截圖 2024-01-25 171933.png (205.68 KB, 下載次數(shù): 69)
下載附件
2024-1-25 18:49 上傳
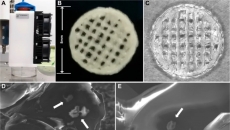
△液態(tài)金屬打印工藝涉及將熔融鋁沿著預(yù)定路徑沉積到微小玻璃珠床上,。來源:麻省理工學(xué)院自組裝實驗室,。
Tibbits 與主要作者 ZainKarsan SM '23 一起參與了這篇論文,他現(xiàn)在是蘇黎世聯(lián)邦理工學(xué)院的博士生,;以及 Kimball KaiserSM '22 和研究科學(xué)家兼實驗室聯(lián)合主任 Jared Laucks,。該研究在建筑計算機輔助設(shè)計協(xié)會會議上發(fā)表,并于最近發(fā)表在該協(xié)會的會議記錄中,。
高速制造優(yōu)勢
電弧增材制造 (WAAM) 是構(gòu)建零部件中常見的一種金屬打印方法,,也能夠生產(chǎn)大型、低分辨率的結(jié)構(gòu),。然而,,這些材料可能容易破裂和變形,因為某些部分必須在打印過程中重新熔化,。
另一方面,,LMP 在整個過程中保持材料處于熔融狀態(tài),避免了重熔引起的一些結(jié)構(gòu)問題,。借鑒該小組之前關(guān)于橡膠快速液體打印的研究成果,,研究人員建造了一臺機器,可以熔化鋁,,容納熔融金屬,,并通過噴嘴高速沉積。只需幾秒鐘即可打印大型零件,,然后熔融鋁在幾分鐘內(nèi)冷卻,。
Karsan 說道:“我們的制造速度確實很高,但也很難控制,。這或多或少就像打開水龍頭,。你有大量的材料需要熔化,這需要一些時間,但一旦熔化,,就像打開水龍頭一樣,。這使我們能夠非常快速地打印這些幾何形狀,�,!�
屏幕截圖 2024-01-25 172005.png (513.95 KB, 下載次數(shù): 91)
下載附件
2024-1-25 18:49 上傳
△LMP 工藝可以打印復(fù)雜的幾何形狀。來源:麻省理工學(xué)院自組裝實驗室
研究團隊選擇鋁是因為它常用于制造業(yè),,并且可以廉價且高效地回收利用,。Karsan說:“面包大小的鋁片被放入電爐中,這基本上就像一個放大的烤面包機,。爐內(nèi)的金屬線圈將金屬加熱至 700°C,,略高于鋁的 660° 熔點�,!�
鋁在石墨坩堝中保持高溫,,然后熔融材料通過陶瓷噴嘴沿預(yù)設(shè)路徑通過重力送入打印床。他們發(fā)現(xiàn),,可以熔化的鋁量越大,,打印機的速度就越快。
Karsan 說:“熔化的鋁會摧毀其路徑上的幾乎所有東西,。我們從不銹鋼噴嘴開始,然后轉(zhuǎn)向鈦噴嘴,,最后才使用陶瓷噴嘴,。但即使是陶瓷噴嘴也可能堵塞,因為噴嘴尖端的加熱并不總是完全均勻,�,!�
研究人員通過將熔融材料直接注入顆粒狀物質(zhì)中,無需打印支撐物來支撐鋁結(jié)構(gòu)成型,。
屏幕截圖 2024-01-25 172033.png (536.82 KB, 下載次數(shù): 74)
下載附件
2024-1-25 18:49 上傳
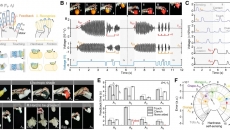
△研究人員可以調(diào)整液態(tài)金屬打印過程的進給速率,,以便隨著噴嘴的移動沉積更多或更少的材料,從而改變打印物體的形狀,。來源:麻省理工學(xué)院自組裝實驗室
試驗過程
研究人員試驗了幾種填充打印床的材料,,包括石墨粉和鹽,然后選擇了100微米的玻璃珠,。微小的玻璃珠可以承受熔融鋁的極高溫度,,充當(dāng)中性懸浮液,因此金屬可以快速冷卻,。Tibbits 說道:“玻璃珠非常細(xì)膩,,拿在手上感覺就像絲綢一樣。這種粉末非常小,不會真正改變打印物體的表面特性,�,!�
坩堝中熔融材料的量、打印床的深度以及噴嘴的尺寸和形狀對最終物體的幾何形狀影響最大,。例如,,首先打印物體直徑較大的部分,因為隨著坩堝變空,,噴嘴分配的鋁量逐漸減少,。改變噴嘴的深度會改變金屬結(jié)構(gòu)的厚度。
為了幫助 LMP 過程,,研究人員開發(fā)了一個數(shù)值模型來估計在給定時間將沉積到打印床上的材料量,。Tibbtes 表示,由于噴嘴會推入玻璃珠粉末,,研究人員無法觀察熔融鋁的沉積情況,,因此他們需要一種方法來模擬打印過程中某些點發(fā)生的情況。
研究人員使用 LMP 快速生產(chǎn)不同厚度的鋁框架,,這些框架足夠耐用,,可以承受銑削和鏜孔等加工工藝。他們展示了 LMP 和這些后處理技術(shù)的結(jié)合,,以制造由低分辨率,、快速打印的鋁制零件和其他組件(如木件)組成的椅子和桌子。
展望未來,,麻省理工學(xué)院的團隊希望繼續(xù)迭代機器,,以便能夠在噴嘴中實現(xiàn)一致的加熱,以防止材料粘附,,并更好地控制熔融材料的流動,。較大的噴嘴直徑可能會導(dǎo)致打印不規(guī)則,因此仍然存在需要克服的技術(shù)挑戰(zhàn),。
Tibbits說:“如果我們能讓這臺機器成為人們真正可以用來熔化回收鋁和打印零件的機器,,那將改變金屬制造業(yè)的游戲規(guī)則。目前,,它還不夠可靠,,無法做到這一點,但這就是目標(biāo),�,!�
負(fù)責(zé)家具公司 Emeco 業(yè)務(wù)開發(fā)的JayeBuchbinder說道:“在Emeco,我們看到液態(tài)金屬打印創(chuàng)造出細(xì)致入微的幾何形狀,,并具有完全結(jié)構(gòu)部件的潛力,,這真的很引人注目,。液態(tài)金屬打印確實能夠生產(chǎn)定制幾何形狀的金屬零件,同時保持其他打印或成型技術(shù)通常無法實現(xiàn)的快速周轉(zhuǎn),。該技術(shù)絕對有可能徹底改變目前金屬打印和金屬成型的處理方式,。”
| 








 收藏
收藏 轉(zhuǎn)播
轉(zhuǎn)播 支持
支持 反對
反對
 京公網(wǎng)安備11010802043351
京公網(wǎng)安備11010802043351