���ߣ���(y��n)���, Ѧ���i, ���Ԫ, �����, ���Թ�, ������.
��Դ�����̿ƌW(xu��)�W(xu��)��, 2023, 45(12): 2037
朽ӣ�http://doi.org/10.13374/j.issn2095-9389.2022.10.25.004
ͨ�^�����ٹ�̻�3D��ӡ���о��Y(ji��)����ˇ�����M(j��n)�п��Y(ji��)���������ķN��Ҫ�Č��F(xi��n);�������̻����Y(ji��)�����̻��Ĥ������Ϲ̻����̻�ģ�߷������й̻����Y(ji��)�����Ƃ�����������Ҫ�������̻��Ĥ���������Ƃ侫��늴��O(sh��)��Ԫ��������Ϲ̻���ͨ��ֱ�ӹ̻��{�϶��o�轛(j��ng)�^���Y(ji��)ʹ���һ�����ͣ��w�{�˽��ٹ�̻�3D��ӡ��ʹ�õĹ�����֬�ɷֺ����Ƃ���������ܣ�ָ����ԓ���g(sh��)Ŀǰ�l(f��)չ߀���ڝ{���н����c�ۺ������|(zh��)�����ˇ����(sh��)�о����㡢������֬�䷽�^�ٵ�ؽ����Q���P(gu��n)�I�ƌW(xu��)���}�����о���ˇ����(sh��)��������ܵ�Ӱ푡��_�l(f��)��������֬�䷽�Ͱl(f��)�����m���ڽ��ٹ�̻�3D��ӡ���O(sh��)�䷽��չ������δ���İl(f��)չ����.
���������족һ�~��2009����������ό��f(xi��)��(ASTM)��(bi��o)��(zh��n)�б��_�ж��x[1]��ԭ�����ڴ�ӡ�^����ͨ���njӌӶѷe���ͣ��@�Єe�ڜp������[2]. ���������ַQ��3D��ӡ(3DP)����һ�Nͨ�^3Dģ�͔�(sh��)��(j��)�����(f��)�s�������w�Ŀ��ٳ��ͼ��g(sh��). Ӌ��C���g(sh��)�ij��F(xi��n)�c�Y(ji��)��ʹ���ϵĿ��ٳ��ͳɞ���ܣ�������CADܛ�����L�ƵĈD�Σ��ɴ�ӡ�����Ϣ��Ƭ�Ӂ����ƽM��[3]. �c���y(t��ng)���g(sh��)��ȣ�3D��ӡ���п������(f��)�s���Π��(ji��)�s���ϡ��O(sh��)Ӌ�`��͂��Ի����Ƶȶ�����(y��u)�c.
��20���o(j��)80�������[4]��3D��ӡ���ж�N��ˇ��ʽ�����������w�ķ�ʽ������ԭ����ʹ�õIJ��ϴ��ڲ[5]. 3D��ӡ���g(sh��)��Ҫ�������ڳ��e����(Fused deposition modeling , FDM)[6]�������x�^(q��)���Y(ji��)(Selective laser sintering, SLS)[7]�������x�^(q��)�ۻ�(Selective laser melting, SLM)[8]�����w��̻�(Stereolithography, SLA)[9]���Y(ji��)������(Binder jetting, BJ)��[10]. ԓ���g(sh��)ͨ��ͨ�^�ۻ����w���ρ��ѷe���w��?q��)�Һ�w���Ϲ̻��Ɍ�. FDMʹ�ß����Ծۺ����B�m(x��)�L�z�������w[6]���L�z�ڇ���̎�ܟ��ۻ������̳ɌӲ��ѯB���ͣ�ͨ�^���ƄӔD���^��֧�ΌӿɌ��F(xi��n)�����Π��ӡ. SLS��һ�N���ڷ�ĩ�ČӠ��������칤ˇ[7]����ĩ����O(sh��)���ѳ��͵Č��ϣ�ͨ�^���ܼ��������Y(ji��)����. SLM���ü��������ۻ����ۺ��x���^(q��)���ĩ[8]��ԭ���cSLS���[11]. SLA���ڹ�̻�����(y��ng)��ӡ���w[9]��ͨ�^������x��������Һ�棬��������_���Ƅ�ʹ��֬���ӹ̻�����. BJ��һ�N�������^�ߵķ�ĩ�������켼�g(sh��)[10]��ͨ�^�������D(zhu��n)��݁䁷ۣ����ɇ��^���Y(ji��)����Ϳ���ی��ϣ������ɹ̻��^��.
1����3D��ӡ
���ٲ������ھ������õęCе���ȡ���(d��o)�ጧ(d��o)��ԡ��;��ԺͿɼӹ��Եȃ�(y��u)�c���ں��պ���[12]����܇[13]������[14]��܊��[15]�����[16]���t(y��)��[17]���Cе[18]������[19]�����[20]���I(l��ng)��õ��ˏV����(y��ng)��. ���y(t��ng)�Ľ��ٲ��ϼӹ����ͷ������ǻ���ģ�ߺ͜p�����죬�����o��������Π��(f��)�s���Y(ji��)��(g��u)���ܵ��������3D��ӡ���g(sh��)���Qԓ���}�ṩ����˼·.
����3D��ӡ��ԭ����ͨ���ǽ��ٷ�ĩ���z�ĵȣ����ⲿ��ԴӰ��ۻ������ӳ�����ɴ�ӡ. ����(j��)��Դ�IJ�ͬ[21]������3D��ӡ���g(sh��)�ɷ֞鼤���������졢��������������늻����������[22]���乲ͬ��(y��u)�c�dz����ٶȿ�. Ȼ������ͬ���ٵ����c��^�������Դ���ɱ���؎��������^�������|(zh��)�ٷ��䣬�Ķ���(d��o)����K���W(xu��)�ɷ�ƫ��.
����(j��)2012���ASTM��(bi��o)��(zh��n)[23]������3D��ӡ���g(sh��)������ĩ������(Powder bed fusion, PBF)[24]��ֱ���������e(Direct energy deposition, DED)[25−26]����Ƭ�ӯB(Sheet lamination, SHL)[27]���Y(ji��)������[28]����1���������P(gu��n)���c. ����3D��ӡ�ڽ�Щ���ܵ����о��ߵďV���P(gu��n)ע���������㲿�����O(sh��)Ӌ�����췽��ȡ�����ش��M(j��n)չ. Ȼ�������ڴ�ӡ�|(zh��)������̎�������������ʡ��ξ��ȡ�����ߴ�ȷ���IJ��㣬����3D��ӡ�đ�(y��ng)��һֱ������[29].

640.jpg (57.88 KB, ���d��(sh��): 158)
���d����
2024-4-8 11:03 �ς�
�� 1 ����3D��ӡ���g(sh��)
2��̻�3D��ӡ
��̻�3D��ӡ���g(sh��)�Թ�ۺϷ���(y��ng)����A(ch��)�����Ô�(sh��)����̖���������(UV light)�x���Եع̻�������֬�����Ӷѷe���ͣ��䃞(y��u)�����ڴ�ӡ���ȸߡ������|(zh��)���á�ԭ�������ʸߺ��ܺ�С[30]. ����������ڿ��g�Ͽɿأ���������֬�H�����������ą^(q��)��̻���δ����ą^(q��)���Ա���Һ�B(t��i)����˿��Ժ��ε���ɹ�Һ���x�����C�߾��ȴ�ӡ. ��ۺϷ���(y��ng)��ԭ���ǹ�����֬�ܵ��ض����L����������䣬�l(f��)����(li��n)���ۺϣ���K�D(zhu��n)׃?y��u)�̑B(t��i). ������֬������N�ɷ֣���;���(Oligomer)�������l(f��)��(Photoinitiator)�ͷ�ɢ��(Dispersant)��[31]����2������������.
640-1.jpg (36.59 KB, ���d��(sh��): 161)
���d����
2024-4-8 11:03 �ς�
�� 2 ������֬���M������
��Ŀǰ��3D��ӡ���g(sh��)�У���̻�3D��ӡʹ������죬Ҳ���猍�F(xi��n)�̘I(y��)��(y��ng)��. 1986�꣬Hull��ʿ���Ȱl(f��)����̻����͌���[32]. 1988�꣬��̻�3D��ӡ�C��������Ͷ������[33]. ��(j��ng)�^30����İl(f��)չ����̻�3D��ӡ���g(sh��)�����S���������w��̻���SLA������(sh��)�ֹ�̎��(Digital light processing, DLP)��Һ���@ʾ(Liquid crystal display, LCD)���B�m(x��)Һ������(Continuous liquid interface production , CLIP)���p���Ӿۺ�(Two-Photon polymerization, TPP)��[34]. ���У�SLA��DLP�ѽ�(j��ng)��(y��ng)�ó���. SLA���g(sh��)�Q����1986��[32]����ӡ�^���������ͨ�^�c����ķ�ʽ���������֬������(j��)����Ƭ�ĈD��ʹ��̻����ѯB����. ��(j��ng)�^����İl(f��)չ��SLA��ʹ�õIJ��Ϗľۺ���Uչ����(f��)�ϲ���[35]���մ�[36]�Լ�����[37]. ԓ���g(sh��)�l(f��)չ���졢��ˇ���̷�(w��n)�����O(sh��)��S�̱��࣬��ĿǰΨһ���S�����ߴ����w�Ĺ�̻���ˇ[34]. Ȼ�������������ٛQ���̻��ٶȣ���(d��o)�´�ӡ���ʵ��£�ͬ�r�������Ĵ�С�Q���ֱ��ʣ����ƴ�ӡ�ᆱ��. �M����ˣ���ֱ���Ҳ�܉�֧�֏�(f��)�s���ܽY(ji��)��(g��u)�Ĵ�ӡ[38]. 1996�꣬DLP���g(sh��)��3D��ӡ�õ���(y��ng)��[38]. ��(sh��)���R�b��(Digital micro-mirror device, DMD)�ǹ�ˇ�еĺ��IJ���[39−40]�����ӑB(t��i)��ģ�����ã������c�D��̎������Դ����������Y(ji��)�ϣ�����ͶӰ���|(zh��)���IJ�ɫ�D��[41]. �^(q��)�e��SLA���c���裬DLP�������ķ�ʽ�����֬. ��D1��d������f����ʾ����֬ͨ�^ͶӰ�ӌӹ̻������ӶѯB��ɴ�ӡ. ԓ���g(sh��)�����(y��u)���Ǹ߾���[42]���@Ҳ������ͶӰ��С�����ֻ�ܴ�ӡС�ߴ�����w. 2015����F(xi��n)��CLIP���g(sh��)[43]. ��D1��g������i����ʾ���@헼��g(sh��)���P(gu��n)�I֮̎��ʹ����һ�N��Ĥ���۵ף����ڱ�ϩ�������w�������Ч��(y��ng)ʹ���c�����|�IJ۵ט�֬�o���̻��������ӡ�����c�۵���B����ӡ�^���Пo�脃�x���Ķ����F(xi��n)�B�m(x��)��ӡ. CLIP��ͻ����(y��u)�c���ڳ���Ĵ�ӡ�ٶȣ����DLPҪ���ʮ��. �@Ȼ������һ����Q���ļ��g(sh��)����ȱ�c������Ĥ�r���F.
640-2.jpg (115.95 KB, ���d��(sh��): 163)
���d����
2024-4-8 11:03 �ς�
�D 1 ��̻�3D��ӡ��ˇ���� (a��c) ���w��̻�; (d��f) ��(sh��)�ֹ�̎��; (g��i) �B�m(x��)Һ������
���ٹ�̻�3D��ӡ��һ�N���͵Ľ���3D��ӡ�������cĿǰ������������ȣ����H��ӡ�^���е��ܺĸ��ͣ����ҳ������Ҳ���и��õı��澫�ȣ�����Ҫ�M(j��n)�д�ĥ�Ⱥ�ӹ����E�����Ԍ��F(xi��n)�������x�ϵ���������.
3���ٹ�̻�3D��ӡ
3.1 ���F(xi��n);��
���ٹ�̻�3D��ӡ���g(sh��)�ǽ�����̻����g(sh��)�M(j��n)�н��ٲ��ϵ���������. 2006�꣬���о���ͨ�^��̻�3D��ӡ�Ƃ���������[44]���C���ˌ���̻����g(sh��)��(y��ng)���ڽ���3D��ӡ�Ŀ�����. ԓ�������b��Ŀǰ�մɹ�̻�3D��ӡ���g(sh��)��˼·[45]���Ȍ����ٷ�ĩ�c������֬��ϳɝ{�ϣ���(j��ng)�^�����̻������w����ͨ�^Ó֬���Y(ji��)�ķ�ʽ�@�ý������.
ԓ;�����P(gu��n)�I���g(sh��)����(sh��)���������ٷ�ĩ�ijߴ硢��֬�ķN������Һ��ı������{�ϵľ����Ժ���׃���Լ���̻�����(sh��). ���ȣ����ٷ�ĩ�ߴ��^��(x��)�r�����Y(ji��)���������W(xu��)������������(y��u)�㣬���^��(x��)�ijߴ�Ҳ����(d��o)�·�ĩ�F�ۣ��y�Ծ����ɢ���M(j��n)��Ӱ��������. �x���֬�r�迼�]�c���ٷ�ĩ���m���ԣ����猦�ڻ��Խ����V���X�ȣ���(y��ng)��(d��ng)�ų������Ի��F�Ę�֬�ɷ�. �{�ϑ�(y��ng)�߂����õľ����Ժ���׃�ԣ���t���ٷ�ĩ�ڝ{���з�ɢ������������Y(ji��)�^�������w����λ���w�e�տs����M(j��n)����(d��o)���_��. �ڝ{���У�������w�e������(y��ng)���^50%���Ա���Ó֬���Y(ji��)���E�Є��ҵ��w�e�տs[37]. Ȼ������������^�߄tʹ�Ý{�����������ڝ{�ϵ���׃��. ����ͨ�����й�ɣ�����մɴ��ڸ��෴��⣬�����О���ӏ�(f��)�s���̻�����c��̻�Ч��Ҳ�S֮��Ӱ�.
����(j��)������ˇ���̣�����������̻����Y(ji��)��. ����֮�⣬���ٹ�̻�3D��ӡ߀���������F(xi��n);������̻��Ĥ������Ϲ̻����̻�ģ�߷���.
3.1.1 �̻����Y(ji��)��
�̻����Y(ji��)��ͨ�^��Ϲ�����֬�ͽ��ٷ�ĩ�M�ɝ{�ϣ���(j��ng)�^���չ̻����͞�����������ڸߜحh(hu��n)����Ó֬�����Y(ji��)���Ƃ����. Ŀǰ���ڽ��ٹ�̻�3D��ӡ�Č��F(xi��n);���У��̻����Y(ji��)����������������������Ҫ�������乤ˇ������D2��ʾ. �c�������ٹ�̻�3D��ӡ�Č��F(xi��n);����ȣ��̻����Y(ji��)�����F(xi��n)���磬��һֱ�l(f��)չ������ֱ���������ų��F(xi��n)�^�����о��ɹ�.
640-3.jpg (43.27 KB, ���d��(sh��): 162)
���d����
2024-4-8 11:03 �ς�
�D 2 �̻����Y(ji��)����ˇ����
3D��ӡ���g(sh��)�ھ��ܽY(ji��)��(g��u)�Ą�(chu��ng)������������(y��u)�ݣ���@ȡ���ɶ��·�ṩ����˼·������о��߂����̻����Y(ji��)�������Ƃ��(f��)�s��(d��o)늽Y(ji��)��(g��u). 2006�꣬Lee��[44]�����о��˽��ٷ�ĩ�����w��̻����g(sh��)��ͨ�^�_�l(f��)���ͽ���−������֬�{�ϣ����ù̻����Y(ji��)�����~�۴�ӡ�����S�Y(ji��)��(g��u)��(d��o)늲���. �Y(ji��)�����������Y(ji��)��(d��o)��Y(ji��)��(g��u)���տs�ʞ�22%��28%������ʞ�200��300 n����m���c�������ٵČ�(d��o)�����ӽ�. ԓ�о��״Ό��F(xi��n)���������w��̻����g(sh��)���쌧(d��o)늲���. ��������ǰ�(q��)�wҲ�܉�?q��)��F(xi��n)�����·���ͣ�����ǰ�(q��)�w�ڝ{�ϽM���д�����ٷ�ĩ��λ�ã���(j��ng)�^��߀ԭ����߀ԭ��̎����ԭλ�γɼ{�����w�������������y��鳣Ҋ. Xiao��[46]�O(sh��)Ӌ���p��Դ��̻���ˇ���������y�{���M(j��n)�Д�(sh��)�ֹ�̎�������ɼ�����x�������䌍�F(xi��n)�y�{���w����ԭλ���ɺ͟��Y(ji��)����ӡ���y�·. ԓ��ˇ�˷������3D��ӡ�����ϵ��������y��ͨ�^��׃ԭ���䷽�ʹ�ӡ����(sh��)�������ϵ�����ʽ�����6.12 ��Ω��m. Wang��[47]�_�l(f��)��һ�N��Ҋ�����������^���Ĺ�������ǰ�(q��)�w���ڱ�������ӡ������Տ��ȵ̓ɂ���(sh��)��������r���Ƃ��ˏ�(f��)�s���S��(d��o)늽Y(ji��)��(g��u)����D3(f)��ʾ. �Y(ji��)����������������ǰ�(q��)�w����45��290 mW��cm−2�ĵ͏��ȼ��������±���Ч�ع�߀ԭ���y�{���w��������ӡ�Č�(d��o)늽Y(ji��)��(g��u)�ʬF(xi��n)��5 ��m���ļ�(x��)С�ߴ�̓�(y��u)��Č�(d��o)�����.
640-4.jpg (117.1 KB, ���d��(sh��): 146)
���d����
2024-4-8 11:03 �ς�
�D 3 �̻����Y(ji��)���Ƃ�Ľ������ (a��c) ѩ����, �X݆�κʹ��F�εĸ����; (d) ��C�ε�AlSi10Mg; (e) ��(f��)�s�Π��WC−Co; (f) �y�D��
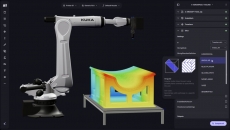
���ڹ�̻�3D��ӡ�ڳ������ɶ��ϵă�(y��u)�ݣ��о��ˆTҲ���̻����Y(ji��)������䓡�⒡��X�Ͻ�ȸߏ��Ȳ�����һ������. ��D3(a��c)��ʾ��Wang��[48]��īˮֱ�����g(sh��)�c��̻����g(sh��)��Y(ji��)�ϣ��Ƃ��˾����X݆��ѩ�������Ώ�(f��)�s�ұ����|(zh��)�����õĸ���������ͨ�^��(y��u)���{����Ⱥʹ�ӡ����(sh��)��ʹ���w�ڟ��Y(ji��)�^���аl(f��)��������w�e�տs�����Y(ji��)��ĸ�������ܶȸ��_(d��)98.2%. ̼���u−�Ӳ�|(zh��)�Ͻ���б�䓸���(y��u)��ęCе���ܶ��ɞ��и(y��ng)�õ��ߵ������ϣ�����Ҏ(gu��)�ӹ����������������ƣ��������������������ȱ��. �ɴˣ�Bartolo��Gaspar[37]�����ߏ��Ș�֬������⒵Ĺ�̻�3D��ӡ�M(j��n)��̽�����Y(ji��)��������߹��Տ��Ⱥ����l(f��)����ȕ��ӿ�̻�����(y��ng)���ʣ��̺��������ӕ�ʹ?ji��){����׃��ӡ�������^��. Rieger��[49]�_�l(f��)��һ�N�m���ڹ̻����Y(ji��)����̼���u−⒝{�ϣ��l(f��)�F(xi��n)�{�Ͼ������õ���׃���c��(w��n)���ԣ���̼���u����w���ď�����Ч��(y��ng)��(d��o)�´�ӡ������ȱ�ݣ��D3(e)��. ԓ�F꠵ĺ��m(x��)�о��������Ͻ���ض����ܱ��ͨ�^���_���Ƶğ�̎����ˇ�@ȡ���{�ϵĵ̺�����(d��o)����ȱ�ݣ��ɴ˽����˺Ͻ�ľS��Ӳ�Ⱥ͔����g��[50]. �p�|(zh��)�ߏ��X�Ͻ��ں��պ���܇�ȹ��I(y��)�I(l��ng)�����P(gu��n)�I��(y��ng)�ã����(f��)�s�������������켼�g(sh��)��Ҫ�����������������@�����˴�����϶���Ѽy�ʹֲڱ����ȱ��. Zhang��[51]̽�����p�|(zh��)�ߏ��X�Ͻ��Ĺ�̻�3D��ӡ��ͨ�^�۱���ϩ(PS)������(x��)�X�Ͻ�(AlSi10Mg)��ĩ������ԣ�ʹ?ji��){���܉�֧�ַ�C�����w�Ĺ�̻����ͣ����ڟ��Y(ji��)����F(xi��n)�������|(zh��)�����Ҍ��g�Y(ji��)�Ͼo�ܵă�(y��u)�c���D3(d)��.
��������Ǹ��ƹ̻����Y(ji��)����ӡ�����ܵ���Ч�ֶΣ������܉��m�õĽ��ٳɷַ����dz��V��. ͨ�^�ЙC�������g�����A(y��)�����ȱ�����Է��������Ԍ��F(xi��n)�ڝ{���о����ɢ�����w�����p���w���ı��淴�����ߴ�ӡЧ�ʣ��Լ������������ܵ�Ч��. ʩ���õ�[52]���y���~��⁽����w���M(j��n)���g��̎�����õ���Ͼ���Ľ��ٝ{�ϣ�ͬ�r�����w�Ĺ̻�����������ڿ�Ҋ�Ⲩ�L�´�ӡ�����Ч��. �Ї��ƌW(xu��)Ժ�����о��������o�o��[53−54]���������[55−56]ͨ�^��N�A(y��)̎���������������ٷ�ĩ�ڝ{���еķ�ɢ�ԣ��������������������������. ���У��մɰ���̎����������F(xi��n)�����õ���ĥ���ܣ��A(y��)����̎���ͷǾ��Ӱ���̎������������^�͵��Ѽy�ܶȣ����ЙC����̎��������o�ɷ�ƫ���Ҽ��ȸ�.
���⣬߀��һЩͨ�^�̻����Y(ji��)�����F(xi��n)���ٹ�̻�3D��ӡ���о��ɹ�. ���ȵ�[57]�����ٷ�ĩ�c�մɷ�ĩ��ϵ�������֬�й̻������Y(ji��)���õ��ˈԹ����õĽ����մɏ�(f��)�ϲ���. ԓ�����˷��˽����c�մ�֮�g�����ܲ���״Ό��F(xi��n)���ٺ��մɵĹ�ͬ��̻�3D��ӡ����ӡ��ͬ�r�߂�����c�մɵ����ԣ�����ܝM�����(f��)�s��ʹ������. ������[58]���ڹ̻����Y(ji��)�����O(sh��)Ӌ��һ�N�ɱ������Ľ���������췽��.
��3���������ֹ�����ʹ�õĹ�ˇ����(sh��)�����@ȡ�IJ��������M(j��n)���˿��Y(ji��). ���ڹ̻����Y(ji��)���漰��Ó֬�͟��Y(ji��)���E�������Ҫ���c�P(gu��n)ע��̎����ˇ����(sh��). Ó֬��Ŀ���Ǟ���ȥ�������еľۺ�����ѽ�(j��ng)�̻����͵Ę�֬�����ڽ��ٷ�ĩ����ط�ɢ�ڝ{���У�������ھS�ִ�ӡ�ΑB(t��i)����r�±�������֧��. �@һ���E�е�Ó֬�ضȿɸ���(j��)���ط���(TG)�Ͳ������x(DSC)�ķ����Y(ji��)���O(sh��)�ã��Ը���TG−DSC�������F(xi��n)���@ʧ�ؕr�Ĝضȼ��ɣ�ͨ����200��500 ��. �ۺ����ڸߜحh(hu��n)���·ֽ�r��ጷų�������̼��ˮ����Ț��w�����Ó֬�r�ļӟ����ʲ���(y��ng)�^�죬��t��������Ě��w���ƉĽ���֧�ܵĽY(ji��)��(g��u)��ͬ�r�m��(d��ng)���L�ӟ�r�g�Ա��C�ۺ������ܟ�ֽ�. Ó֬�Y(ji��)��֮����������أ��_ʼ�M(j��n)�П��Y(ji��)���@һ����Ŀ��������֧���еĽ��ٷ�ĩ�o�ܽY(ji��)�ϣ�����K��ӡ���IJ����ṩ��(y��u)������ܶȺ����W(xu��)����. ���Y(ji��)�ض��c���ٵ����c�ͷ�ĩ���������P(gu��n)�����˱��C���ٷ�ĩ֮�g�o�ܽY(ji��)�϶��ֲ�ʹ���ۻ������Y(ji��)�ض����������c����. �����ٷ�ĩ���f���ڿ՚��П��Y(ji��)�r�����������������a(ch��n)���������ӕ���K��ĩ�w��֮�g�Ľ��|�ͽY(ji��)�ϣ�Ӱ���K��ӡ��������. ��ˣ���̎���^�̱���ڱ��o���w����խh(hu��n)�����M(j��n)��. ���Y(ji��)�^���У���ĩ�w��֮�g�Y(ji��)��׃�o�ܣ�ͬ�r��ĩռ��(j��)�˘�֬ԭ�����ڵĿ��g����(d��o)����K�a(ch��n)��l(f��)���տs���տs�ʵĴ�С�c�{�ϵĹ̺������P(gu��n)�������ϵĝ{���܉��C��ӡ�Y(ji��)��(g��u)�����տs��Ӱ�.
640-5.jpg (101.21 KB, ���d��(sh��): 159)
���d����
2024-4-8 11:03 �ς�
�� 3 �̻����Y(ji��)����ˇ����(sh��)����������
3.1.2 �̻��Ĥ��
�̻��Ĥ����ָ�Ȍ�������֬�̻���һ���Π�Ļ��w������ͨ�^Ϳ�Ӻ��僵ȷ�ʽ�@ȡ����Ĥ�ӣ����F(xi��n)���w���ٻ��ķ������乤ˇ������D4��ʾ.
640-6.jpg (39.09 KB, ���d��(sh��): 161)
���d����
2024-4-8 11:03 �ς�
�D 4 �̻��Ĥ����ˇ����
��Ȃ��y(t��ng)ӡˢ�·�����켼�g(sh��)���̻��Ĥ���ڳ������ɶ��Ͼ߂䃞(y��u)�ݣ�ͬ�r���C�˲��ϸ����ܣ���˶����ھ���늴��O(sh��)�䲿��������. Zheng��[59]��ͶӰ���w��̻����g(sh��)�c�{��Ϳ�ӷ�����Y(ji��)�ϣ��ڹ̻����3D����ۺ�����w��ͨ�^���W(xu��)����ɼ{�׳߶ȵĽ���懌ӣ�����ֽ⼴�ɵõ��Կ�����ܞ�֧�ܵĽ��������@Щ������������(sh��)�������ϵ��ܶȷ�����(n��i)�����F(xi��n)����Ӳ����. Li��[60]���ù̻��Ĥ��������һ�N����5G��վ��MIMO (multiple-input-multiple-output)�쾀���䌧(d��o)늱������Ⱥ�ͨ�^���W(xu��)僺��僶����e���ۺ�����w�ϵ��~�Ӻ��a��. ԓ�쾀��������MIMO�쾀��е�һ����Ԫ����(y��ng)����5G�o��ͨ�Ż�վ. Zhi��[61]ͨ�^��Ҋ������ۺ�����w�c������ǰ�wˮ��Һ�Ľ��|���棬�ɴˮa(ch��n)���Ľ��ټ{���w���c���w�ķ���(y��ng)�Ա���l(f��)�����W(xu��)ż(li��n)���γ��B�m(x��)���ٌ�. �@��о����Ԍ��F(xi��n)�y���~�����Z���^�ɽ��ٵij��e�����γɵĽ��ٌ��ڳߴ����܉��_(d��)���{���w����1000�����ϣ��ֱ����_(d��)��10 ��m. �|�ϴ�W(xu��)�����V��[62−63]���ڹ̻��Ĥ�����_�l(f��)��һ�N�Y(ji��)�����w��̻����g(sh��)�ͼ��⼤��W(xu��)僵Ļ��3D��ӡ��ˇ��������ۺ���−���ُ�(f��)�ϲ��Ϻ�2D�·��. ����ǰ�����Ļ��A(ch��)�ϣ�ԓ�F꠴�ӡ�����������l����ʹ�õĸ߷ֱ���3D�Y(ji��)��(g��u)�·[64]�����õ��¹�ˇͻ���˂��y(t��ng)���g(sh��)�������������켼�g(sh��)���Ƽs�����ԑ�(y��ng)����ֱ����Ӯa(ch��n)Ʒ�����l�O(sh��)�������. Torregrosa-Penalva��[65]���ù̻��Ĥ���������ڵ�ͨ�A�Sʽ�迹�V������ƽ�����·�O(sh��)Ӌ�r�ף��c���y(t��ng)��ˇ����ĞV������ȣ����͞V�������·�푑�(y��ng)�������ƣ����ߴ�߶ȿsС55.4%��ͬ�rҲ�߂����õĹ❍�Ⱥ�ͬ�|(zh��)��.
3.1.3 ��Ϲ̻���
��Ϲ̻�����ָ�ھۺ����Г��s�����M(j��n)�й�̻�3D��ӡ�����M(j��n)�П��Y(ji��)���E��һ���Ƃ��(f��)�ϲ��ϣ��D5չʾ���乤ˇ����.
640-7.jpg (55.58 KB, ���d��(sh��): 170)
���d����
2024-4-8 11:03 �ς�
�D 5 ��Ϲ̻�����ˇ����
ԓ����ͨ�������������켼�g(sh��)�ͼ{���g(sh��)���ںϣ�����������ϵ����ܣ����������Ԫ��������. Hung��[66]�Լ{���w������o�C���ϣ�������Ϲ̻�����˼·�Ƃ���۱�ϩ����−��{��(f��)����ĭ���ϣ��c����(y��ng)�ĉK�w������ȣ���᷀(w��n)���Ժ͙Cе���Ⱦ��õ����@����. Tsai��[67]�ژ�֬�м��댧(d��o)�������y�~Ƭ�����턩̼�{�ܣ��Ƃ���3D�����·���Y(ji��)���l(f��)�F(xi��n)���w�e��?j��n)?sh��)���_(d��)70%�Ľ��������ڝ{���о������õķ�ɢ�Ժ͑Ҹ���(w��n)���ԣ�����ʹ��늌�(d��o)���_(d��)��1000 S��cm−1. Yang��[68]ͨ�^��Ϲ̻�����һ�N�߽�늾ۺ���/�մɏ�(f��)�ϲ��ϴ�ӡ�ɏ�(f��)�s3D�����������Pb(Zr, Ti)O3�մ��w����(j��ng)�^�y�ı����������߽�늳���(sh��)����0.5 A��g−1������ܶ��£��������Ӌ�������_(d��)���s63 F��g−1�����F(xi��n)��������������������. Mubarak��[69]���y���TiO2�댧(d��o)�w�{���w�������ϣ�ʹ��ӡ���ęCе���ܺ᷀͟(w��n)���Եõ��@����������(d��ng)TiO2�w�����|(zh��)����?j��n)?sh��)��1.0%�r���{���w��������Ч����ã���ӡ�������쏊�Ⱥ͏������ȷքe���60.8%��71.8%�����ጧ(d��o)ϵ��(sh��)���40.2%. Fu��[70]�����ٴ��}��������ۺ����մ�ǰ�w��ͨ�^��Ϲ̻����Ƃ��˾��а��ؑB(t��i)��ܽY(ji��)��(g��u)�Ķ���ٓ��s�Ǿ��մɣ��Y(ji��)���l(f��)�F(xi��n)�F��懡�⒡��K�Ƚ���ԭ�����մɻ��w�еķֲ��a(ch��n)�����Ч��(y��ng)��ʹ�մɵ������ܶ��_(d��)��98.5%��Ӳ�ȺͿ������ȷքe�����7.61 GPa��0.124 MPa�����W(xu��)�����@������. Aktitiz��[71]ͨ�^�����x��������ͬ�r���F(xi��n)��֬�Ĺ�̻��ͽ����x�ӵğ�ֽ⣬��3D�ۺ�����w��ԭλ���ɽ��ټ{���w�����l(f��)�F(xi��n)���ϵ�������S���y���������Ӷ������½�����(d��o)����ܵõ�����. ����ͬ�ӵ�˼·��Taormina��[72]����������T��(d��o)��ɱ�ϩ���֬�Ľ�(li��n)�̻����y�{���w����ԭλ���ɣ��Y(ji��)���������O�͝�ȵ��y�{���w���Ϳ����@����ߏ�(f��)�ϲ��ϵğ�Cе����. Fantino��[73]�xȡ�����y�Ľ���ǰ�(q��)�w�{�ϣ�ͨ�^�̻����Y(ji��)���Ƃ��˾��Џ�(f��)�s�Π�����ñ���ȵ����S��(d��o)늽Y(ji��)��(g��u)��ԓ�F꠵ĺ��m(x��)�о��Y(ji��)���������y�{���w����ԭλ�γɲ���Ӱ푾ۺ���Y(ji��)��(g��u)�ķ�(w��n)����[74]. Valencia��[75]�о��˲�ͬ�yǰ�(q��)�w�������y�������y���ĝ�Ⱥ����|(zh��)����(d��o)늲��ϾC�����ܵ�Ӱ푣��Y(ji��)���l(f��)�F(xi��n)�����߶��m���ڏ�(f��)�s�Y(ji��)��(g��u)��ӡ�����и������y�ژ�֬�еĸ��ܽ��ʹ����ʽ������Ă���(sh��)����. Ȼ�����y�{���w����ԭλ�γɕ����Ĺ����l(f��)�����Ķ����Ƙ�֬�ۺϣ���K�p�����ϵ����W(xu��)���ܣ�ԓȱ�c��ͨ�^���L�̻��r�g�M(j��n)�Џ��a.
��4չʾ�������������Ƃ�IJ�������. ��Ϲ̻����еĹ����w�e��?j��n)?sh��)ͨ�����ڹ̻����Y(ji��)��Ҫ���50%���@�����ԓ�������漰Ó֬���Y(ji��)���ۺ��{(j��ng)�^���պ�̻�����w�������з�ɢ�Ľ��ٽM���ṩ�ܘ�(g��u). ��(f��)�ϲ����оۺ���ռ��(j��)�֣���^�����ړ�����ٺ�õ����ƣ������������(d��o)���;.
640-8.jpg (69.88 KB, ���d��(sh��): 164)
���d����
2024-4-8 11:03 �ς�
�� 4 ��Ϲ̻����IJ�������
3.1.4 �̻�ģ�߷�
�̻�ģ�߷���һ�N�ಽ�E�ӹ���������D6��ʾ����ͨ�^�����̻��õ��ۺ�����w��Ȼ���Ի��w��ģ�ߣ��M(j��n)�Н��T��õ����.
640-9.jpg (43.76 KB, ���d��(sh��): 148)
���d����
2024-4-8 11:03 �ς�
�D 6 �̻�ģ�߷���ˇ����
�����۵�[76]���ù�̻�3D��ӡ��(g��u)���˾����T����ģ�����w�͚�עģ����(j��ng)�^�T���䡢Ó֬���Y(ji��)���x���T���õ�⁺Ͻ����wֲ����. �@�N�Y(ji��)�Ϲ�̻����g(sh��)�;����T��ķ������кܸߵľ��Ⱥ�����Ч�ʣ�⁺Ͻ��T���Ļ��W(xu��)�ɷֺ����W(xu��)���ܶ��M����Һ��t(y��)���ИI(y��)�Ę�(bi��o)��(zh��n).
�̻�ģ�߷�����һ�N˼·��ͨ�^�մɹ�̻�3D��ӡ�ļ��g(sh��)·���Ș�(g��u)���մ�ģ�ߣ�������Չ����B������Һ�Ƃ��մ�−���ُ�(f��)�ϲ���. �����_(d��)��[77]�����̻�ģ�߷��Ĺ�ˇ����ɿؾW(w��ng)�j(lu��)�մ�/���ُ�(f��)�ϲ��ϣ��l(f��)�F(xi��n)���σ�(n��i)�����մɺͽ��������S�߶��ϽY(ji��)�����ܣ�ͨ�^���մɹǼܵ��Π�Y(ji��)��(g��u)�Ϳ�϶���M(j��n)�Ѓ�(y��u)���O(sh��)Ӌ��ʹԓ�����ڲ�ͬ��(y��ng)�ñ����¶��������õ����W(xu��)����. �P(gu��n)���ʵ�[78]�Y(ji��)��Ó֬���Y(ji��)�͟o�����B�Ƃ�Y(ji��)��(g��u)��(f��)�s���մ��w���������ُ�(f��)�������ͨ�^�����մ�ռ�ȡ����w�Y(ji��)��(g��u)��������Һ�c�մ�֮�g�ĝ����ԣ����Ա��C����ķ�(w��n)���Ժ������ԣ��Ķ���߳�Ʒ��.
3.2 ԭ���c��ˇ
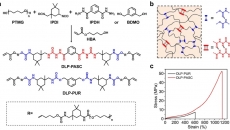
���ϵĽY(ji��)��(g��u)�����|(zh��)��ԭ�ϳɷֺ����a(ch��n)��ˇӰ��@��������о�������֬�M�ֺ�̻���ˇ����(sh��)�����ƴ�ӡ���ʹ���������x�ش�. ��5��ǰ�Č���еĘ�֬�䷽�ʹ�ӡ����(sh��)�M(j��n)�п��Y(ji��)���l(f��)�F(xi��n)�о��������x��1,6-����������ϩ����(HDDA)�����u����������ϩ����(TMPTA)���;��Irgacure819�������������(TPO)�������l(f��)�����f������֬�ɷֵ��о�����. ͬ�r���O���īI(xi��n)ӑՓ��ӡ����(sh��)��������ܵ�Ӱ푣����ӡ�Ӻ���Տ��ȣ��@Щ����(sh��)�c������֬�����|(zh��)�ʹ�ӡ�O(sh��)������Ҫ(li��n)ϵ.
640-10.jpg (134.29 KB, ���d��(sh��): 151)
���d����
2024-4-8 11:03 �ς�
�� 5 ������֬�M�ּ���ӡ����(sh��)
4���Y(ji��)�cչ��
���ٹ�̻�3D��ӡ��һ�N����3D��ӡ���g(sh��)���ڽ�������ļӹ������Ͼ��о��ȸߡ��ܺĵ͡�ԭ�������ʸߡ��o���ӹ��ȃ�(y��u)�c�������m���ڽ�������Ĵ���������. ��(j��ng)�^ʮ����İl(f��)չ�����P(gu��n)�о���Ȼ�^������Ҫ���F(xi��n)�ڽ����꣬����һЩؽ����Q���P(gu��n)�I�ƌW(xu��)���}. ͨ�^���Y(ji��)���ٹ�̻�3D��ӡ�о��F(xi��n)��ó����½Y(ji��)Փ��
��1�����ٹ�̻�3D��ӡ���g(sh��)���Ƃ�������������W(xu��)��늌W(xu��)���ܵIJ���. Ȼ��������(j��)��ˇ���̲�����ٹ�̻�3D��ӡ��5�N���F(xi��n);�����ڲ�ͬȱ��. �ڹ̻����Y(ji��)���ͻ�Ϲ̻����У����ٷ�ĩ�c��֬�оۺ���ɷֵ����|(zh��)���(d��o)�����ׂ����}�����ٷ�ĩ�F�ۣ���(d��o)�½����ڝ{�����y�Է�ɢ�����ٷ�ĩ���з�����棬��(y��n)��Ӱ������̻���֬��Ч�ʣ����V���X�Ȼ��Խ��ٷ�ĩ���W(xu��)���|(zh��)�����(y��ng)�M�����C��֬�M���в������Ȼ������c���Խ��ٷ���(y��ng)�Ļ��F. �ڹ̻��Ĥ���У��ۺ�����w�c����Ĥ�ӵĽ��|����ֵ���P(gu��n)ע�������w���ĤҺ�ĝ����Բ��ѣ��t���͵Ľ���Ĥ�c���w�Y(ji��)�ϲ��o��. �ڹ̻�ģ�߷��У����wͬ��Ҫ��������Һ�����õĝ����ԣ���tӰ푴�ӡ������.
��2�������ڽ��ٲ��ϳ������ɶ��ϵĘO��(y��u)�ݣ����ٹ�̻�3D��ӡ�ܵ����о��ˆT����A. Ȼ���������m�ý��ٵĹ�����֬�ɷ��Լ���̻���ӡ����(sh��)���о������Ĉ���^��. �ı�5���Կ������P(gu��n)���_�l(f��)��������֬�䷽��̽ӑ��ӡ����(sh��)��������|(zh��)Ӱ푵��о���(sh��)���O��. ��֬�M�ֺʹ�ӡ����(sh��)����K���W(xu��)�������^��Ӱ푣�ؽ������̽���о�.
��3�����ٹ�̻�3D��ӡ���ڳ��ڰl(f��)չ�A��. Ŀǰ���ț]�Ќ��F(xi��n)����������H��(y��ng)�ã�Ҳ�]�Ќ����ڽ��ٹ�̻�3D��ӡ���O(sh��)���wϵ.
�C�����������ٹ�̻�3D��ӡ���^�����Ѱl(f��)�����о��ɹ���(sh��)���^�٣����ڽ��ٹ�̻�3D��ӡ���g(sh��)���f�����ٝ{�ϽM�ֵ����|(zh��)�����������֬�䷽���_�l(f��)����ӡ����(sh��)�����ܵ�Ӱ푵Ȍ���δ�����c�о�����. Ȼ����������F(xi��n)�����T����(y��u)�c�;��g(sh��)��(y��ng)�Ý��������������ɞ麽�պ����(f��)�s��(g��u)���������ε����M(j��n)���g(sh��).
|




 �ղ�
�ղ� �D(zhu��n)��
�D(zhu��n)�� ֧��
֧�� ����
����
 �����W(w��ng)����11010802043351
�����W(w��ng)����11010802043351