��Դ�� EngineeringForLife
�ȿ�Ĥ������ƽ��,�������϶��Ĥ�����S���Cе�����(y��ng)�õ������x�����������,��ˎ��z�y,��ˎ��ݔ�͡�����оƬ���g(sh��),����(x��)�����s������������x,�������Ĥ�ďV���dȤ�������S�����켼�g(sh��)������ʹ���̘I(y��)���a(ch��n)��Ĥ,���x��܉���g��,��ˮ���z���������w��̷���������,������Ĥ��회��R,��ճ�ϻ���������ʽ���ϵ�Ŀ��(bi��o)�O(sh��)���У��Ķ�����������r�g�͏�(f��)�s��,������Ҫ���ܾ��м�(x��)�����Ե��~�����,��
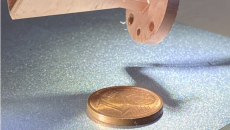
����������ٺ���W(xu��)��Gregory P. Nordin�F(tu��n)������һ�N�µ�3D��ӡ���g(sh��)���o����M(j��n)���y(t��ng)3D��ӡ�CӲ��,��������3D��ӡ������ؓ(f��)�����Ќ��F(xi��n)ԭ����(sh��)���R�O(sh��)�䣨DMD���ֱ���,������ʾ�˿�С�� 7 ��m ����ȫ���ɡ�������ݵĵȿ�Ĥ������,�������@헼��g(sh��)��(g��u)����һ�������b��,��ԓ�b��ģ�����ѽ���������оƬ����,������һ�����ɵĮ���Ĥ����Ĥ�ăɂ�(c��)���N�˃ɂ���(x��)��Ⱥ,���������M(j��n)�г���,���Դ�������������оƬ��(y��ng)�õĸ�����C���@Щ3D��ӡ�ĵȿ�Ĥ�����ڶ�N�����Cе�����(y��ng)��,����o�p���ɵ�3D��ӡ�����O(sh��)�䄓(chu��ng)�����µĿ�����,�����P(gu��n)�������}�顰Integrated biocompatible 3D printed isoporous membranes with 7 ��m pores�������°l(f��)����2024��3��14�յć��H피��ڿ���Lab on a Chip����

640.jpg (41.32 KB, ���d��(sh��): 114)
���d����
2024-4-11 09:19 �ς�
1. ��(chu��ng)�������(n��i)��
���о������һ�N�µ�3D��ӡ�������˷��@Щ�ϵK,�������Ķ��Ĥ���пɿصĿ����ܶ�,��������3D��ӡ��һ������ԭλ���졣���Ƚ�B�˂��y(t��ng)3D��ӡ���g(sh��)���Ԍ��F(xi��n)��Ч��,��Ȼ���_�l(f��)��һ�N�µ��عⷽ��,��������3D��ӡ�����Ќ��F(xi��n)����ԭ���R�ߴ�Ŀ�϶���Ķ��a(ch��n)������ 7 ��m ��϶�Ķ��Ĥ,���@�N��С�Ŀ��m�����S������оƬ��(y��ng)��,�������κ�����ģ�͵ȡ�Ȼ�ɂ��ɹ⼚(x��)��Ⱥ�քe���N��Ĥ�ăɂ�(c��),�����ù��۽��ɹ��@�R�M(j��n)��3D����,�����@ʾ��(x��)��ճ����Ĥ�ϣ�����Ĥ�ăɂ�(c��)�Ա��������ϵIJ�ͬ,���Ķ�ģ�������е�����оƬ��?f��)�Y(ji��)��(g��u),��
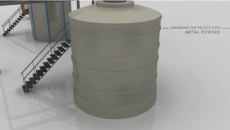
ʹ�� OpenSCAD �r��������3D STL ģ��,����ʹ���Զ��x��Ƭܛ���M(j��n)����Ƭ,�����������چ��ع�ĈD�D 1 �@ʾ�˶��Ĥ���Π��бҕ�D�Լ������ع�Ć��D��,����ӡ��ɺ�,���� 2-������ϴ 3D ��ӡ������ȥ��δ�̻��� 3D ��ӡ��֬������,��Ȼ���ڶ��ƹ̻�վ��ʹ�� 430 nm LED��Thorlabs,��Newton��NJ,��USA���M(j��n)�� 20 ��犵ĺ�̻�,���̻�ƽ���ݗ�նȞ� 11.3 mW cm-2��
640-1.jpg (45.19 KB, ���d��(sh��): 119)
���d����
2024-4-11 09:19 �ς�
�D1 ���Ĥ�� 3D CAD �O(sh��)Ӌ
�����y(t��ng) 3D ��ӡ�������u����
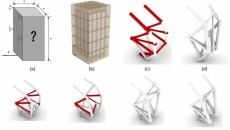
���y(t��ng)��3D��ӡͨ���H���ڄ�(chu��ng)��������ͬ��Ⱥ��ع�r�g�Č�,�����о�ʹ�� 10 ��ČӺ� 100 �� 300 ���벻�ȵĸ��N���ع�r�g,���u�����@�N�����Ɍ��F(xi��n)����С��϶���D 2��a-c���@ʾ���O(sh��)Ӌ���Ȟ� 5 ���ػ� 38 �Ŀ�϶�ĽY(ji��)����Ոע��,�����ع�r�g�^�̵���r��,����϶Ҫ���O(sh��)Ӌ�Ĵ�öࣨ�D 2��a �� b������ͨ����r��,���������ع�r�g,���Lԇ�sС��϶�ߴ磬ֱ���c�O(sh��)Ӌ�ߴ�һ��,����D 2��c����ʾ,���@�N�����m����С�� 38 �Ŀ�϶,�������ڸ�С�Ŀ�϶���D 2(d-f)��,����϶���_(d��)���O(sh��)Ӌ�ߴ�֮ǰ�͕��P(gu��n)�]����ȫ��M���Ķ��γ�һ�ӹ��wĤ���D 2(f)��,���Y(ji��)������,��ʹ���@�N���y(t��ng)��3D��ӡ�������]���κ��O(sh��)Ӌ���ع��O(sh��)�ýM���ܮa(ch��n)��С�ڼs 30 ��m �Ŀ�,��
640-2.jpg (65.04 KB, ���d��(sh��): 112)
���d����
2024-4-11 09:19 �ς�
�D2 ��϶����Ă��y(t��ng) 3D ��ӡ�����ľ�����
�����Ȍӡ�
���о��l(f��)�F(xi��n),���ڱ�¶�r�g�̵ܶ���r�£���¶�^(q��)����ȫ�ۺϵ��O(sh��)Ӌ�� 10 ��m ���,���Ķ���(d��o)��Ĥ�c֮ǰ��¶�ĉK�����˺��,�������ƈD 2��a������Ҋ��ȱ�ݡ��龏���@һ���},���������������Ȍӵ��뷨,����D 3(a) ��ʾ������ÿһ��,����(g��u)��ƽ�_������λ���_ʼ,����D 3��b����ʾ������������ 10 ��,��Ȼ���併��,��ֱ�� 3D ��ӡ�����ĵײ��c��֬�бP֮�g�� 10 ���g϶��Ȼ�����⾀Դ,���γɺ�Ȟ� 10 ����,����D 3��d���мtɫ�^(q��)����ʾ�����,������(g��u)��ƽ�_����,��ʹ��������һ�����Ü�(zh��n)�䣨�D 3(f)�����������Ȍ�,���t����(g��u)��ƽ�_����,��ֱ�� 3D ��ӡ�����c��֬�бP֮�g�]���g϶���D 3��c�������S������⾀�ع��ʹǰһ���M(j��n)һ���ۺϣ��D 3(e)�����@�ӾͿ���ʹ�ØO�̵��ع�r�g���������ИO��(x��)��(x��)�z�ı�Ĥ,�������@�N�ع�ĈD��(y��ng)�c�F(xi��n)�еĉK����ϳ���دB,���Դ_�����ع���c�F(xi��n)�в���֮�g���m��(d��ng)?sh��)�ճ��������t��Ĥ�ͼ�(x��)�z����˺�_,���c������r���,����(d��ng)��(g��u)��ƽ�_�����(zh��n)����һ�ӕr���@һ�Ӿ�����ˣ��D 3(g)��,��
640-3.jpg (81.43 KB, ���d��(sh��): 120)
���d����
2024-4-11 09:19 �ς�
�D3 ���Ȍ�ʾ��D
���о�ʹ�ÆΌ�����Ĥ��������� 38 �ף�5 ���D�����أ��� 7.6 �ף�1 ���D�����أ���Ĥ,�����ͽY(ji��)����D 4 ��ʾ��ÿһ�д�����ͬ���O(sh��)Ӌ��,��ÿһ�д�����ͬ���ع�r�g,�������(c��)��һ�д��� 100 ������ع�r�g���@ʾ�˷dz�ϡ��ı�Ĥ,����Ĥ�ϵļ�(x��)�z�ڴ�ӡ�^���д����,����һֱ�����ډK������ϡ���D 4(m)��ʾ,����ʹ�ع�r�g�ܶ�,����(d��ng)���� 7.6 �וr����Ҳ�_ʼ�]��,�����������ع�r�g,��ԇ�D�@�ø��ӽ��O(sh��)Ӌ�ߴ�ĸ�С��϶���D 4 ���gһ���@ʾ�����g�ع�r�g 150 �����Ч��,�������O(sh��)Ӌ�ߴ���� 22 ��Ĥ,�������ع�r�g�_����ʹ��׃С��Ч����������?n��i)�Ȼ���O(sh��)Ӌ�ߴ��öࣨҊ�D 4��b,��e �� h����,�����⣬�mȻ 15.2 ��m �Ŀ�϶�� 100 ������ع�r�g��(n��i)���_�ŵģ��D 4(j)��,�����F(xi��n)���ѽ�(j��ng)�����]��,����δ�_(d��)���O(sh��)Ӌ�ߴ磨�D 4(k)����7.6 ��m �Ŀ�����ȫ�]�ϣ��D 4(n)��,���D 4 �ҙ��@ʾ���^�L�� 200 �����ع�r�g��Ч��,���O(sh��)Ӌ�ߴ���� 30 �Ŀ�϶���пsС������δ�_(d��)���O(sh��)Ӌ�ߴ磨�D 4��c �� f����,���O(sh��)Ӌ�ߴ�� 22.8 ��m ���_�ſ�϶ͬ�����пsС,�������_ʼ�]�ϣ��D 4(i)�����O(sh��)Ӌ�ߴ�С�� 20 ��m �Ŀ�϶�F(xi��n)����ȫ�]�ϣ��D 4��l �� o����,���@Щ�Y(ji��)������,���Ɍ��F(xi��n)����С��϶�ߴ���Ȼ�s�� 30 ��m���oՓ�������ع�r�g߀�ǜpС�O(sh��)Ӌ�ߴ磬�������a(ch��n)����С�Ŀ�϶,��
640-4.jpg (149.05 KB, ���d��(sh��): 107)
���d����
2024-4-11 09:19 �ς�
�D4 �Ό����ȿ�϶����ľ�����
���؏�(f��)���Ȍӡ�
���о��l(f��)�F(xi��n),��ʹ�ø�������Ȍӿ����������С�Ŀ�϶������,���x��һ��ͨ�����a(ch��n)����(x��)�z�W(w��ng)���ع�r�g,��Ȼ������ԓ�ع�r�g�؏�(f��)�������Ȍӡ���һ�ӌ�Ĥ�ĵײ������ɼ�(x��)�z�W(w��ng)��,���S��ĸ��ӄt�ڼ�(x��)�z�W(w��ng)��Ļ��A(ch��)�ϼӌ�ÿ����(x��)�z,����K�γ�һ������С�ĝu���W(w��ng)���@����P(gu��n)�I�ƺ����ژ�(g��u)��ƽ�_���\��,�����о����O(sh��),����ÿ���ع�֮�g�����ژ�(g��u)��ƽ�_�������\��,��3D ��ӡ������Һ�B(t��i)��֬�е��\�ӕ����Ә�֬,��ʹ���־ۺϵĘ�֬�h(yu��n)�x��Ĥ�W(w��ng)�Ķ��ڿ�϶֮�g����m(x��)���ṩ���r�Ę�֬��,��Ȼ����һ���ع�ֻ�ڬF(xi��n)�м�(x��)�z������ȫ�ۺ�,��ʹ��׃��,������϶�еIJ��־ۺϘ�֬�t����һ���ع�ǰ�����ߡ��@���^�̲����؏�(f��),��ֱ����϶�_(d��)������ijߴ�,���D 5 �@ʾ�ˌ��H��(y��ng)���е���r������ÿ�����Ȍӵ��ع�r�g�� 100 ����,��ÿһ�д���һ���O(sh��)Ӌ��,��ÿһ�д�����ͬ��(sh��)�����؏�(f��)���Ȍӡ������O(sh��)Ӌ���� 38 ��Ĥ,��5 ������Ĥ�ԕ��a(ch��n)����Ҏ(gu��)�t����Ĥ���D 5(a)��,���� 30 ������Ĥ���a(ch��n)���������Ĥ���D 5(c)�����O(sh��)Ӌ���� 22.8 ��m ��Ĥ���F(xi��n)���,����D 5��d-f����ʾ,���O(sh��)Ӌ�ߴ�� 7.6 �ף����D�����أ�����С��϶�t���F(xi��n)�^���Ĥ��ijЩ�^(q��)��,���؏�(f��)�����ȌӴ_���܌����pС�� 7 ��m,����Ĥ��K�����Σ������ǿ���Ĥ���ĵIJ��֣��D 5(g-i)��,��
640-5.jpg (109.53 KB, ���d��(sh��): 102)
���d����
2024-4-11 09:19 �ς�
�D5 ��ͬ�����؏�(f��)���Ȍӵ�Ч��
������֧�νY(ji��)��(g��u)��
�mȻ���Ԍ��F(xi��n)С�� 7 ��m �Ŀ�,�����a(ch��n)���ĿW(w��ng)����ܷdz���Ҏ(gu��)�t���e�Ǯ�(d��ng)��Ҫ���и�������ӵ�С�ף�<20 ��m���r��ע��D 5��g-i����Ĥ���ą^(q��)���ȱ�ݣ������о��J(r��n)���@�����ڱ�Ĥ��������_ʼ�γɕr�ęCе����(w��n)������ɵ�,�����z��Һ�B(t��i)��֬���Ƅӕr�����ױ���(g��u)��ƽ�_���\������λ,�����˾����@һ���}���������ӵ�֧����,���D 6(a) �@ʾ�˷����ڱ�Ĥ�·���֧�������tɫ��,���D 6(b) �@ʾ����ʡ�Ա�Ĥ���֧�����^��Ոע��,���ڈD 6��c����,��֧�����Č��ȴ��چ���϶֮�g�Ŀ��g����(d��o)�²��ֿ�϶������,����D 6(d)��ʾ,��֧��������˳�ʼ�Y(ji��)��(g��u)�ķ�(w��n)���ԣ����a(ch��n)���� 7 ��m �� 7 ��m �ľ����϶,�����қ]����֪�Ŀ������,�������@ЩĤ��Ҫ�dz��õĹ�W(xu��)�۽���һ���@�������õľ۽�,�����_�����m��(d��ng)?sh��)��ع�r�g���؏�(f��)�Ӕ�(sh��),�������Ժܸߵijɹ����؏�(f��)����Ĥ��Ĥһ�_ʼ�ܱ�,�����S���S����ع��׃��,���y�õı�Ĥƽ����Ȟ� 12.6 �ס������Ҫ���ߵĿ�϶���ϵ��(sh��),��Ҳ�������������� 8 ��m ��϶����P�D��,����D 7 ��ʾ��ԓ��P��D�������������� 300 ����������ع�r�g�� 25 ������Ĥ,��Ĥ���ع�r�g�� 100 ����,���@�N��P�D���������y�Ⱥܴ�Ŀǰֻ����������ȼs�� 60 �ĈD��,��
640-6.jpg (110.67 KB, ���d��(sh��): 111)
���d����
2024-4-11 09:19 �ς�
�D6 �� 30 ������Ĥ��֧�����M�ɵĵȿ�Ĥ
640-7.jpg (66.22 KB, ���d��(sh��): 128)
���d����
2024-4-11 09:19 �ς�
�D7 �� 25 ������Ĥ����ĵȿ�Ĥ,���@ʾ������ 8 ��϶�ĸ����������P�D��
�����ɵ�����оƬ���l(f��)�b���С�
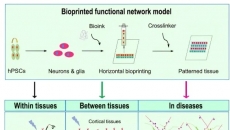
ʹ����ƈD 6��c����ʾ��Ĥ��������һ����ȫ3D��ӡ�������b��,������Ĥǻ����������w��ͨ��,���Ա���Ĥ�ăɂ�(c��)���N��(x��)�����B(y��ng)�ԓ�b�õ� CAD �D��D 8��a�� �� ��b����ʾ,������������������(x��)���M(j��n)�в��N�ͳ���,���õ��ĈD����D 8��c-f����ʾ���D 8(c)�@ʾ����Ĥ���@�R�D��,�����е�֧�κͿ�������Ҋ,���D 8(d)��(e)�鸩ҕ�D��бҕ�D,���ɂ���(x��)��Ⱥ��������Ҋ�����,���D 8(f)�@ʾ���ǂ�(c��)ҕ�D,���ɂ���(x��)��Ⱥ��ճ����Ĥ�ı��棬����Ĥ�ăɂ�(c��)���������ϵą^(q��)�e,��ģ�M���S������оƬ��(y��ng)���г�Ҋ����?f��)�Y(ji��)��(g��u),��
640-8.jpg (138.96 KB, ���d��(sh��): 125)
���d����
2024-4-11 09:19 �ς�
�D8 Ĥ�O(sh��)��� CAD �D����3D���۽��ɹ�D��Ĥ���Ѓɂ���(x��)��Ⱥ�N��
2. ���Y(ji��)�cչ��
���y(t��ng)�� 3D ��ӡ��ˇ���кܴ�ľ�����,�����о�ͨ�^����o�茦3D��ӡ�CӲ�������M(j��n)���κ��ļ��Ʉ�(chu��ng)����С��϶�Ĺ���,���Uչ��ͨ��3D��ӡ���g(sh��)�����w���f,���@헼��g(sh��)��������Ĥ��(n��i)���_���ÿ�϶,���Ķ���(chu��ng)�������пɿؿ�����λ���ܶȵĵȿ�Ĥ,���@�N�����ӿ첢�����˸߶ȼ��ɵ������O(sh��)������a(ch��n),�����Ĥ�����c�O(sh��)������������ͬ�IJ��ϟo�p����ģ�����Ҫ�~��IJ��ϻ�ˇ,������,���@�N���g(sh��)�c���������Ԙ�֬���ݣ���ˌ����漰�(x��)���đ�(y��ng)�ã�������оƬ�����f�dz����F,���@헼��g(sh��)߀�п��ܑ�(y��ng)��������3D��ӡ�C�͘�֬,���Ķ����3D��ӡ��ˇ�ľ��ȺͶ���ԣ������m�������ؼ��g(sh��),��
����Դ��https://pubs.rsc.org/en/content/articlelanding/2024/lc/d4lc00014e
|







 �ղ�
�ղ� �D(zhu��n)��
�D(zhu��n)�� ֧��
֧�� ����
����
 �����W(w��ng)����11010802043351
�����W(w��ng)����11010802043351