供稿人:李成偉 張航
供稿單位:機械制造系統(tǒng)工程國家重點實驗室
隨著科學(xué)技術(shù)的不斷發(fā)展,,零部件的結(jié)構(gòu)越來越復(fù)雜,,使用傳統(tǒng)的鑄造技術(shù)在生產(chǎn)零部件時,模具的設(shè)計和制造會花費大量的時間,,增加生產(chǎn)周期和研發(fā)成本,。而使用增材制造技術(shù)可以通過計算機輔助設(shè)計模型直接成形復(fù)雜形狀的砂型,對鑄造業(yè)產(chǎn)生了巨大的影響,。但目前砂型3D打印主要是提高效率和減少成本,,對于鑄件的性能則沒有太大的影響。
最近,,美國賓夕法尼亞州立大學(xué)機械與核工程學(xué)院的Santosh Reddy Sama等人提出了一種基于3D打印技術(shù)的復(fù)雜澆口系統(tǒng)設(shè)計準則,,用以提高鑄件的鑄造性能。該技術(shù)工作原理為:對于給定的澆注條件,,基于伯努利方程計算出圓錐螺旋和拋物線澆口輪廓的數(shù)據(jù),,并利用約束優(yōu)化算法以輪廓的參數(shù),最終得到最優(yōu)的澆口輪廓形狀,。

Jietu20200323-101026.jpg (30.63 KB, 下載次數(shù): 269)
下載附件
2020-3-23 10:10 上傳
圖1 優(yōu)化設(shè)計后的澆口輪廓線(A)圓錐螺旋澆口輪廓 (B) 拋物線形澆口輪廓 在對澆口輪廓形狀進行設(shè)計時,,應(yīng)該基于鑄造流體動力學(xué),使得澆口輪廓形狀滿足三個條件以減少鑄造缺陷,。首先應(yīng)使得澆口底部流體的速度小于最小臨界速度(0.5m/s);其次是最小化澆口的長度以減少熱量的損失并使得產(chǎn)生的氣泡有充分的時間逸出模具,;最后是應(yīng)該避免澆口截面或者澆口與流道連接處截面的突變,。
Jietu20200323-101031.jpg (23.09 KB, 下載次數(shù): 219)
下載附件
2020-3-23 10:10 上傳
圖2 17-4不銹鋼合金鑄件(A)直澆口 (B)拋物線澆口(C)圓錐螺旋澆口 研究人員使用Viridis3D RAM打印機制造了不同的澆口和模具,,其中分層厚度為0.4mm,原材料為Viridis3D生產(chǎn)的ViriCast粉末和CSTRed粘接劑,。將17-4不銹鋼合金在2950°F下進行澆注得到零件(如圖2所示),。
Jietu20200323-101034.jpg (54.27 KB, 下載次數(shù): 239)
下載附件
2020-3-23 10:10 上傳
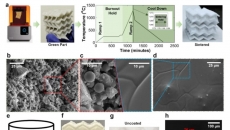
圖3 試樣檢測(A)直澆口鑄件SEM(B)拋物線澆口鑄件SEM (C)圓錐螺旋澆口鑄件SEM (D)微觀結(jié)構(gòu)夾雜物含量對比 (E)直澆口鑄件CT(F)拋物線澆口鑄件CT (G)圓錐螺旋澆口鑄件CT (H)空隙空間比較 對三個樣品進行檢測(如圖3所示),圖中A-D為試樣的微觀形貌,,其中的圓形黑點為因填充過程中熔體的表面湍流而形成的氧化物夾雜物,,經(jīng)觀察可知,與直澆口鑄件相比,,拋物線澆口鑄件和圓錐螺旋澆口鑄件的夾雜物分別減少了21%和35%,。而E-H為試樣的計算機斷層掃描圖,由圖中可知,,與直澆口鑄件相比,,拋物線澆口鑄件和圓錐螺旋澆口鑄件分別減少了56%和99.5%的鑄造缺陷。對比三個樣品的極限抗彎強度(如圖4所示)可知,,與直澆口鑄件相比,,圓錐螺旋澆口鑄件的強度提高了8.4%,而拋物線澆口鑄件的強度提高了4.1%,。
Jietu20200323-101038.jpg (25.65 KB, 下載次數(shù): 247)
下載附件
2020-3-23 10:10 上傳
圖4 三種澆口設(shè)計的鑄件極限抗彎強度的比較 因此,,可以使用3DP技術(shù)制造出常規(guī)方法難以制造出的異形澆口,如拋物線澆口,、圓錐螺旋澆口等,,不僅能夠大量減少夾雜物等鑄造缺陷,提高鑄件的成品率,,還可以極大的提高鑄件的機械和冶金性能,。
參考文獻:
Sama, Santosh Reddy, Badamo, Tony, Lynch, Paul, & Manogharan, Guha. . Novel sprue designs in metal casting via 3d sand-printing. Additive Manufacturing,2019.
|







 收藏
收藏 轉(zhuǎn)播
轉(zhuǎn)播 支持
支持 反對
反對
 京公網(wǎng)安備11010802043351
京公網(wǎng)安備11010802043351