來(lái)源:焊接科學(xué)
電弧增材制造(WAAM)因其高沉積速率而受到廣泛研究,。然而,,與其他增材制造技術(shù)相比,WAAM樣品的成形質(zhì)量較差,。樣品成形質(zhì)量與后續(xù)機(jī)械加工所需的時(shí)間直接相關(guān),。因此,通過(guò)控制成形質(zhì)量可以進(jìn)一步縮短周期時(shí)間,。此外,,更好的成形質(zhì)量可以減少材料浪費(fèi)。因此,,樣品的成形質(zhì)量一直是WAAM關(guān)注的焦點(diǎn),。
2023年9月13日,南京航空航天大學(xué)材料科學(xué)與技術(shù)學(xué)院占小紅教授,、王磊磊副教授團(tuán)隊(duì)與航空工業(yè)成都飛機(jī)工業(yè)(集團(tuán))有限責(zé)任公司合作在《The International Journal of Advanced Manufacturing Technology》期刊發(fā)表最新研究成果,,高速相機(jī)拍攝WAAM的液滴轉(zhuǎn)移過(guò)程。占小紅教授和王磊磊副教授為共同通訊作者,,碩士生竇志威為第一作者,。
該研究從熔滴過(guò)渡的角度解釋W(xué)AAM成形過(guò)程,,并評(píng)估熔滴過(guò)渡對(duì)側(cè)表面成形質(zhì)量的影響機(jī)制。使用高速攝影來(lái)提取熔池尺寸和熔滴轉(zhuǎn)移頻率,。該研究還探討了這些因素隨送絲速度和層數(shù)的變化,。基于高速攝影結(jié)果建立二維液滴傳遞模型來(lái)研究液滴傳遞過(guò)程,。接下來(lái),,構(gòu)建3D樣品模型以獲得沉積樣品的粗糙度。最后,,通過(guò)擬合平面研究了成形質(zhì)量與熔滴過(guò)渡過(guò)程之間的關(guān)系,。得到送絲速度、熔池長(zhǎng)度/熔滴轉(zhuǎn)移頻率和粗糙度的關(guān)系模型,。當(dāng)送絲速度為5.5~6.5m/min時(shí),,側(cè)面粗糙度隨著送絲速度的增加而增大。然而,,當(dāng)送絲速度為7.0m/min時(shí),,側(cè)面的粗糙度突然降低。研究人員使用液滴轉(zhuǎn)移運(yùn)動(dòng)規(guī)則來(lái)解釋成形質(zhì)量的這種變化,。

640.jpg (39.35 KB, 下載次數(shù): 87)
下載附件
2024-1-29 16:41 上傳
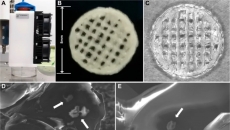
圖1. WAAM中液滴傳遞過(guò)程的實(shí)驗(yàn)與模擬對(duì)比:a, f t=25 ms,;b,g t=43毫秒;c,h t=44毫秒,;d,I t=54毫秒,;e, j t=74 毫秒。
640-2.jpg (71.08 KB, 下載次數(shù): 101)
下載附件
2024-1-29 16:41 上傳
圖2. 不同工藝參數(shù)下的電流/電壓波形:a-b WFS=5.5 m/min,;c-d WFS=5.5 m/min,;e–f WFS=5.5 m/min;g–h WFS=5.5 m/min
640-1.jpg (182.74 KB, 下載次數(shù): 96)
下載附件
2024-1-29 16:41 上傳
圖3. 不同工藝參數(shù)下的液滴直徑和池長(zhǎng):a WFS=5.5 m/min,;b WFS=6.0m/min,;c WFS=6.5 m/min;d WFS=7.0 m/min
關(guān)鍵結(jié)論
該研究采用高速相機(jī)觀察2319鋁合金樣品在WAAM中的液滴轉(zhuǎn)移過(guò)程,。通過(guò)三維掃描儀掃描并重建樣品的表面形貌,。計(jì)算側(cè)面的粗糙度。根據(jù)研究結(jié)果,,關(guān)于熔滴過(guò)渡過(guò)程與成形質(zhì)量之間的關(guān)系,,可以得出以下結(jié)論:
(1)隨著送絲速度的增加,熔池長(zhǎng)度和熔滴轉(zhuǎn)移頻率也相應(yīng)增加,。熔滴直徑隨著送絲速度的增加而減小,,且在7.0m/min時(shí)出現(xiàn)明顯的階梯式減小;
(2)使用3D掃描儀獲得WAAM樣品的表面形貌,,并提取側(cè)面形貌以計(jì)算側(cè)面的粗糙度,。在5.5~6.5m/min范圍內(nèi),側(cè)面粗糙度隨著送絲速度的增大而增大,。但當(dāng)送絲速度達(dá)到7.0m/min時(shí),,側(cè)面粗糙度突然下降;
(3)隨著送絲速度的增加,,熔池長(zhǎng)度和熔滴過(guò)渡頻率逐漸增加,,熔滴直徑減小,因此側(cè)池流動(dòng)增強(qiáng),。側(cè)面粗糙度隨著送絲速度的增大而相應(yīng)增大,。然而,當(dāng)送絲速度增加到7.0m/min時(shí),,雖然熔體和熔滴過(guò)渡頻率池的長(zhǎng)度進(jìn)一步增加,但由于熔滴直徑突然減小,,熔池的波動(dòng)減小,。這種波動(dòng)的減少導(dǎo)致側(cè)表面粗糙度的降低和成形質(zhì)量的提高。
通訊作者
占小紅,,工學(xué)博士,,教授、博士生導(dǎo)師,,國(guó)家重大人才工程計(jì)劃入選者,,美國(guó)俄亥俄州立大學(xué)(OSU)訪問(wèn)學(xué)者,南航激光焊接與再制造技術(shù)研究所負(fù)責(zé)人,。獲省部級(jí)一等獎(jiǎng)一項(xiàng),、二等獎(jiǎng)兩項(xiàng),入選國(guó)家“萬(wàn)人計(jì)劃”科技創(chuàng)新領(lǐng)軍人才,、江蘇省“六大人才高峰”高層次人才,、省“333人才”、南京航空航天大學(xué)“長(zhǎng)空英才”等人才稱號(hào),。擔(dān)任國(guó)家重點(diǎn)研發(fā)計(jì)劃項(xiàng)目會(huì)評(píng)專家,、國(guó)家民航局“十四五”規(guī)劃專家組專家等。主要從事激光加工,、焊接與先進(jìn)連接,、增材制造與再制造等領(lǐng)域的機(jī)理、工藝,、裝備,、建模仿真等相關(guān)研究,致力于飛行器大尺寸復(fù)雜焊接結(jié)構(gòu)組織、缺陷,、應(yīng)力,、變形精確求解方法與調(diào)控策略,以及基于多物理場(chǎng)多尺寸定量求解以實(shí)現(xiàn)焊接與再制造結(jié)構(gòu)件缺陷診斷,、壽命評(píng)估和結(jié)構(gòu)工藝優(yōu)化的研究,。主持了我國(guó)國(guó)產(chǎn)大型客機(jī)C919機(jī)身焊接結(jié)構(gòu)、某型飛機(jī)某大型主承力結(jié)構(gòu),、某型運(yùn)載火箭貯箱,、XXX飛行器艙段、XXX飛行器關(guān)鍵結(jié)構(gòu)等型號(hào)產(chǎn)品的研發(fā),。主持承擔(dān)國(guó)家自然科學(xué)基金3項(xiàng),、國(guó)家重點(diǎn)研發(fā)計(jì)劃課題兩項(xiàng)、國(guó)防基礎(chǔ)科研重點(diǎn)項(xiàng)目,、科工局XXXX項(xiàng)目,、軍委裝備發(fā)展部領(lǐng)域基金重點(diǎn)項(xiàng)目、173課題等國(guó)家級(jí)項(xiàng)目(含國(guó)家重點(diǎn)項(xiàng)目)10余項(xiàng),,承擔(dān)了中航工業(yè),、中國(guó)商飛、航天科技,、航天科工等單位重大型號(hào)研制項(xiàng)目10余項(xiàng),;參與承擔(dān)國(guó)家863、973等項(xiàng)目多項(xiàng),。主持了國(guó)產(chǎn)大型客機(jī)C919機(jī)身壁板焊接技術(shù)與裝備的研究,,突破了國(guó)內(nèi)首臺(tái)大型雙激光束雙側(cè)同步焊接裝備;實(shí)現(xiàn)了某型飛機(jī)某大型復(fù)雜焊接結(jié)構(gòu)件的研制,;完成了國(guó)內(nèi)首個(gè)激光焊接火箭貯箱的研制,;突破了長(zhǎng)征系列運(yùn)載火箭、XXX型號(hào)等多個(gè)產(chǎn)品激光焊接工藝設(shè)計(jì),、焊接應(yīng)力與變形精準(zhǔn)調(diào)控難題,。在Journal of Materials Science & Technology、Journal of Materials Processing Technology,、Materials Science and Engineering A,、Materials & Design、Journal of Manufacturing Processes,、Journal of Alloys and Compounds,、Science and Technology of Welding and Joining、Optics and laser technology等雜志發(fā)表SCI論文200余篇,,獲授權(quán)發(fā)明專利60余項(xiàng),,出版《航空航天高性能鋁合金雙激光束雙側(cè)同步焊接技術(shù)》專著1部,。獲江蘇省科學(xué)技術(shù)獎(jiǎng)一等獎(jiǎng)一項(xiàng)、江蘇省教學(xué)成果獎(jiǎng)二等獎(jiǎng)兩項(xiàng),、航空工業(yè)科技進(jìn)步二等獎(jiǎng),、中國(guó)電子科技集團(tuán)科學(xué)技術(shù)獎(jiǎng)、南京市自然科學(xué)優(yōu)秀學(xué)術(shù)論文獎(jiǎng),、南京航空航天大學(xué)優(yōu)秀教學(xué)成果一等獎(jiǎng)等,。
王磊磊,男,,湖北十堰人,,副研究員/碩士生導(dǎo)師,江蘇省雙創(chuàng)博士,,中國(guó)焊接學(xué)會(huì)機(jī)器人與自動(dòng)化專業(yè)委員會(huì)委員,,中國(guó)電工技術(shù)學(xué)會(huì)電焊技術(shù)專業(yè)委員會(huì)委員。2018年6月博士畢業(yè)于華南理工大學(xué),,博士期間曾在美國(guó)賓夕法尼亞州立大學(xué)聯(lián)合培養(yǎng)1年,,在新加坡制造技術(shù)研究院從事博士后研究1年。主要從事激光焊接與再制造等研究,,承擔(dān)國(guó)家重要飛行器的預(yù)研工作,。研究方向:(1)激光焊接與先進(jìn)連接(2)激光再制造工藝與裝備(3)激光加工過(guò)程仿真。
團(tuán)隊(duì)介紹
“追光者”——南京航空航天大學(xué)激光焊接與精準(zhǔn)再制造課題組
“追光者”是南京航空航天大學(xué)材料科學(xué)與技術(shù)學(xué)院占小紅教授為負(fù)責(zé)人的團(tuán)隊(duì)——激光焊接與精準(zhǔn)再制造課題組,。課題組主要研究方向?yàn)榧す夂附优c先進(jìn)連接技術(shù),、激光增材制造工藝,、金屬與復(fù)合材料/陶瓷的連接,、材料加工工藝建模與仿真等,長(zhǎng)期從事航空,、航天,、軌道交通、工程機(jī)械,、船舶等領(lǐng)域復(fù)雜結(jié)構(gòu)件激光焊接工藝開(kāi)發(fā),、焊接變形精準(zhǔn)控制、焊接工藝優(yōu)化與仿真研究等,。
團(tuán)隊(duì)承擔(dān)國(guó)家重點(diǎn)研發(fā)計(jì)劃,、國(guó)家自然科學(xué)基金、國(guó)家863計(jì)劃,、國(guó)防973項(xiàng)目,、軍委科技委173課題、軍委裝備發(fā)展部重點(diǎn)項(xiàng)目等科研項(xiàng)目40余項(xiàng),,航空航天重點(diǎn)型號(hào)研制任務(wù)10余項(xiàng),。發(fā)表學(xué)術(shù)論文200余篇(其中SCI論文160余篇),申請(qǐng)發(fā)明專利100余項(xiàng)。獲江蘇省科學(xué)技術(shù)獎(jiǎng)一等獎(jiǎng),、江蘇省教學(xué)成果獎(jiǎng)二等獎(jiǎng)兩項(xiàng),、南京航空航天大型教學(xué)成果一等獎(jiǎng)、南京市自然科學(xué)優(yōu)秀學(xué)術(shù)論文獎(jiǎng),、中國(guó)電子科技集團(tuán)公司科學(xué)技術(shù)獎(jiǎng),。
目前團(tuán)隊(duì)已有教授1人,副教授2人,,講師1人,,博士研究生8人、碩士研究生40人,。身處“國(guó)防七子”之一的南京航空航天大學(xué),,專注于航天航空激光連接與制造事業(yè),是“追光者”團(tuán)隊(duì)永恒不變的主題,。打造軍工品質(zhì),,培養(yǎng)卓越人才,我們的征途是星辰大海,!
論文引用
Dou, Z., Lyu, F., Wang, L. et al. Relationship between droplet transfer and forming quality in wire arc additive manufacturing of 2319 aluminum alloy. Int J Adv Manuf Technol (2023). https://doi.org/10.1007/s00170-023-11879-z
|






 收藏
收藏 轉(zhuǎn)播
轉(zhuǎn)播 支持
支持 反對(duì)
反對(duì)
 京公網(wǎng)安備11010802043351
京公網(wǎng)安備11010802043351