��Դ���Ї�����
ժ Ҫ: �ڿ��g���M�I(l��ng)�����������켼�g(sh��)���Ԍ��F(xi��n)һ�w�����ͣ�����ģ�K���ͼ��ɻ��̶�,�����Ƃ�Y(ji��)��(g��u)��(f��)�s,�����F�Ę�(g��u)������������@�ă�(y��u)�ݡ�Ŀǰ����(n��i)����Ҫ����C��(g��u)���ڷe�O�_չ�������켼�g(sh��)�ڿ��g���Mϵ�y(t��ng)�đ�(y��ng)��,�����õ��������켼�g(sh��)���������x�^(q��)�ۻ����g(sh��),�������������e���g(sh��)��������ۻ����ͼ��g(sh��)�����w��̻����ͼ��g(sh��)��,��������Ҫ��B�ڿ��g���M�I(l��ng)��ͨ�^�������켼�g(sh��)�Ƃ�ĸ��(g��u)��,�����������҇�ע����������s����,��ꖘO���A���,��ͬ�r�����Y(ji��)�������������@Щ��(y��ng)���еļ��g(sh��)��(y��u)��,��̽ӑ�����ڿ��g���M�I(l��ng)��(y��ng)�õ�����(zh��n)�͝��ڙC��,��
���S�����̽�y���d�˵���,���l(w��i)�ǽM�W(w��ng)�ȿ��g��ӵ�Ѹ�ٰl(f��)չ,��������Ҫ���������ӿ��˺������������M�̡����麽�����ĺ��Ę�(g��u)��,�����g���Mϵ�y(t��ng)���ˑB(t��i)�{(di��o)��(ji��),��܉�����Ƶȷ��������P(gu��n)��Ҫ�����ã���l(f��)չ������L����,���p����,�����؏�(f��)ʹ�á�����푑�(y��ng)���������ƻ�,�������,���������켼�g(sh��)ȡ���@���M���͏V����(y��ng)�ã��������������g���Mϵ�y(t��ng)�p����,��һ�w����ģ�K��ˮƽ������е��쪚��ă�(y��u)��,������Ԕ����B���������켼�g(sh��)�ڿ��g���Mϵ�y(t��ng)���M�ɲ��ֵđ�(y��ng)�ã�����Һ�w����l(f��)�әC�����Һ��A��,���������ꖘO�������մɽM����,�������Y(ji��)���������켼�g(sh��)�ڿ��g���M�I(l��ng)��(y��ng)���^�������R������(zh��n)�Ͱl(f��)չ����
һ,���������켼�g(sh��)
�������켼�g(sh��)��ͨ�^Ӌ��C���Ʒ���,������ָ��·�����������ӳ��e���������γɮa(ch��n)Ʒ�ļӹ�����������ڂ��y(t��ng)�T��͙C�ӹ��ȷ���,���������켼�g(sh��)�����ڿ��������(f��)�s���Π�Ę�(g��u)��,���������ڽ���,���մɡ��ۺ���,����(f��)�ϲ��Ϻ�������ϵȶ�N����,���ڿ��g���Mϵ�y(t��ng)�Б�(y��ng)���^�V���м����x�^(q��)�ۻ����g(sh��)��SLM���������������e���g(sh��)��DED��,��������ۻ����ͼ��g(sh��)��EBM��,�����ڳ��e���g(sh��)��FDM�������w��̻����ͼ��g(sh��)��SLA���ȣ���D1��ʾ,��

640.jpg (80.93 KB, ���d��(sh��): 100)
���d����
2024-2-4 15:33 �ς�
�D1 �������켼�g(sh��)���
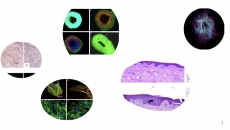
�c���y(t��ng)�T��,��呉��͙Cе�ӹ��ȷ�ʽ��ȣ��������켼�g(sh��)���в��������ʸ�,�����a(ch��n)���ڶ�,�����;��ȸ��O(sh��)Ӌ���ɶȸߵȃ�(y��u)�ݡ�������������ӹ��^���Е��a(ch��n)��Ԫ��?z��)��p,�����ҟᑪ(y��ng)���^��,�������a(ch��n)���Ѽy��ȱ�ݡ����S�����������ڸ����ИI(y��)���ƏV��(y��ng)��,����������������IJ���Ҳ�O���S��,�����ٲ��ϰ���䓡��X�Ͻ�,��⁺Ͻ�ߜغϽ�,�������ڸ��غϽ���Ҳ���^�_�l(f��)�����܃�(y��u)�����²��ϣ���D2��a��,����b����ʾ,�������մɲ��Ϸ��棬������˹�о�����ң�HRL��ͨ�^SLA���g(sh��)�Ƃ��SiOC�մɿ��Գ���1700��ĸߜأ�Ҋ�D2��c����,��
640-1.jpg (101.85 KB, ���d��(sh��): 82)
���d����
2024-2-4 15:33 �ς�
�D2 �m��������������²���
��,���������켼�g(sh��)�ڿ��g���M�I(l��ng)��ĵ��͑�(y��ng)��
���g���Mϵ�y(t��ng)�nj����W(xu��)�ܡ����,��̫��ܺͺ��ܵ��D(zhu��n)���释����ܵļ��g(sh��),����Ҫ���ڸ������܉�����ơ��ˑB(t��i)�{(di��o)����,���S���l(w��i)�ǿ��ٽM�W(w��ng),���h��С����̽�y���������࣬���g̽�y�M����ٰl(f��)չ�r��,���@�������������ǿ��g���Mϵ�y(t��ng)��푑�(y��ng)�ٶ�,����(j��ng)���ԺͿɳ��m(x��)������˸��ߵ�Ҫ��
�mȻ�p�����O(sh��)Ӌ����������T���ИI(y��)��,�����ڿ��g���M�I(l��ng)��������Ҫ,���p�ٽY(ji��)��(g��u)�|(zh��)�����H���������Ч�d�ɣ�����ᘌ����D(zhu��n)����,��߀���Ԝp���D(zhu��n)�ӑT��,���Ķ����͆���Ť�ء��Ƅ�Ť�غ��D(zhu��n)�Ӳ����c�S֮�g����������ص�,��Ŀǰ̫��̽���΄�(w��)�ɱ����_��20000�WԪ/kg,���p�ٽY(ji��)��(g��u)�d�ɿ��Խ��Ͱl(f��)��ɱ���
��һ������F(xi��n)��
1.����
����2013��,�����������_�l(f��)��AMPS-H�����Mϵ�y(t��ng),�����A���ȼ���Ҽ�����һ�𣬌��F(xi��n)һ�w������,���������_�S��˹���M����Ҍ��l(f��)�әC�M��Һ���yԇ�ͳ��m(x��)16s���c��yԇ,��ͬ�꣬������Уͨ�^�������켼�g(sh��)�Ƃ�������ǵ�����O(sh��)��,���O������������Ч��,��
NASA������2015���M��������������������ǵĽM���O(sh��)Ӌ������_��˾��Aerojet Rocketdyne���քe�O(sh��)Ӌ�˻��������ι�,�����л����ް�����������Ĺ��w,�������Һ�֧�ܣ����ιބt�p����50%�������(sh��)��,�������˺��p,���ɱ�������70%����ͳɱ�����С���l(w��i)���ṩ�˽�Q����,��NASAͨ�^SLM�����Ƃ��˼��u�ľ��Џ�(f��)�s�Y(ji��)��(g��u)�������������ͼ�С�ľ���Y(ji��)��(g��u),�����ɳ���2300��ĸߜء�
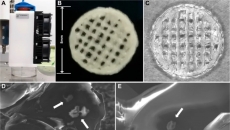
�eϦ���၆��W(xu��)Lunar Lion�Fꠌ��������췽�������������ϵ�y(t��ng)���pԪ�l(f��)�әC�ˑB(t��i)����ϵ�y(t��ng)�ġ��U�P���������_�l(f��)��,����D3��ʾ,�����y(t��ng)��������12���Ϊ�����M�ɣ�ͨ�^�ݼy�B�Ӳ�����һ��,����ȼ�����л��Һ����ȼ��,��Ȼ���ð��b��ȼ������һ�˵Ļ����cȼ������,������������췽�������U�P��������������������,�����ҳ�ֿ��]��֧�Δ�(sh��)�������ͷ��������,����(j��ng)��C,���ӹ��r�g�s�̳��^86%�������(sh��)���p��33%,���ܷ��攵(sh��)���p����66%,��
640-2.jpg (55.69 KB, ���d��(sh��): 84)
���d����
2024-2-4 15:33 �ς�
�D3 ���U�P�����������y(t��ng)�O(sh��)Ӌ����������������M����
�ÿ��_˹��W(xu��)�W˹͡��У�ĵÿ��_˹������������_�l(f��)��һ�N�ؚ͜��w������,�������������켼�g(sh��)�Ƃ�����M���ܵ����A��͇���Ȳ���,���ɮa(ch��n)��60 mN������,�����������ǵ��ˑB(t��i)�����΄�(w��)��Olano����������С�ͻ�����������,��ʹ����SmCo�����w,����ʹ�ڸߜ���Ҳ�ܮa(ch��n)����Ҫ�Ĵň�����ʹ��316���P���������ꖘO,��ͨ�^�x���Լ����ۻ����a(ch��n),�����O(sh��)Ӌ�Ȃ��y(t��ng)���g(sh��)����(f��)�s��ꖘO�O(sh��)Ӌ�@��Ӱ����M���ֲ�,����˸���(f��)�s�����������Ƃ���O(sh��)����ԱȂ��y(t��ng)���������ض������M���ֲ�,��Romei����ͨ�^SLM�����Ƃ���316L���P䓸߿v�M�ȵı���ͬ�ļӟ�ܣ��������ӟ��������,����D4��ʾ,����C�����������Ƃ䳬�ߜض�ܟύ�Q���Ĺ������ܣ���(j��ng)�yԇ,��������(9.7��0.025)~(29.8��0.025)mN,�����ț_�y��ֵ��(80.11��1.22)s��2023��,��ThrustMe��˾�x��3DCeram��˾����������մɽM�������������,���Ķ���������Ч�ʣ��˷����y(t��ng)�ӹ���ˇ���_ģ����r�g�^�L�Ć��},�������ׂ����F(xi��n)��|(zh��)���������܉�����Ĺ�˾,��ThrustMe��˾�����������մɲ����M���˳�ֵ��u����������Ч���x�ͷ�ֹ�߉�늚����,���������������ʹ�����ܣ�Ҋ�D5��,����ʡ�����W(xu��)Ժ���о��ˆT�_�l(f��)��ȫ��������ļ{��늇������������������\�{����ˮ�����L��ˇ�������,����ጷų��������x����,����ͬ�늇����������и��ߵıț_���������l(w��i)�ǵĄ���ϵ�y(t��ng),����D6��ʾ,��
640-4.jpg (19.27 KB, ���d��(sh��): 100)
���d����
2024-2-4 15:33 �ς�
�D4 ���ӟ��������
640-5.jpg (18.83 KB, ���d��(sh��): 90)
���d����
2024-2-4 15:33 �ς�
�D5 ��������մɽM��
640-6.jpg (42.67 KB, ���d��(sh��): 96)
���d����
2024-2-4 15:33 �ς�
�D6 ͨ�^���������Ƃ�ļ{��늇�������
NASA�����w���c�o�����Mϵ�y(t��ng)�ֲ���2016��ͨ�^�������췽���ɹ��Ƃ��������w�A�䣬�yԇ���Ɖ������^��1600Pa,����ȫϵ��(sh��)��5,���_�����O(sh��)ӋҪ������O(sh��)Ӌ������400Pa����ըϵ��(sh��)��4,���ڻ�����������������^����,���O(sh��)Ӌ�ˆT��ȼ�Ϲܵ�׃?y��u)�?c��)�ڵ�����,���Ķ��Ƃ���������wʽ���������M���A�䣬�������_���ٷ�µȲ��E,�������ڜp�ٽY(ji��)��(g��u)�|(zh��)��,��ĿǰNASA���ڌ�1N�������M�и��M���Գ�ְl(f��)�]��������ă�(y��u)��,��
Aerojet Rocketdyne��˾�����������c�����ɔUչ������ʽMON-25���M���g(sh��)��Y(ji��)�ϣ����������������ɵ�һ��ģ�K�ķ����ÿ���ϵ�y(t��ng)��,����D7��ʾ,��RC-120�ǻ���ISE-100���������M���m�������������̖������SLM�����Ƃ�һ�w����ע��ģ�K������������,������ڂ��y(t��ng)�ӹ���������,���mȻ�pʧ��20~50s�ıț_�����dzɱ�������70%,��
640-7.jpg (60.01 KB, ���d��(sh��): 80)
���d����
2024-2-4 15:33 �ς�
�D7 RC-120���Mϵ�y(t��ng)
2023��1��3��,����ˡ��C����9����ġ�܉��������Orbiter��̫���ϴ�����l(f��)�䣬��l(f��)�әC�����Ҳ������������켼�g(sh��)�Ƃ��懻��ߜغϽ�(g��u)��,��������ͳɱ���ͬ�r,�������һ�w���̶ȣ��s������������,��2023��,��NASA��RAMFIRE�Ŀ���cElemntum 3D��˾����������A6061-RAM2����,��ͨ�^�������췽���ɹ��Ƃ䲢�yԇ�������X�Ͻ����l(f��)�әC���ܣ�Ҋ�D8��,����Ӌ�\�н�10min�����Y(ji��)����������Գ������������Ҏ(gu��)ģ�l(f��)�әC�ğ�,���Y(ji��)��(g��u)�͉���ؓ�d,��
640-9.jpg (16.38 KB, ���d��(sh��): 95)
���d����
2024-2-4 15:33 �ς�
�D8 ͨ�^�������켼�g(sh��)�Ƃ���X�Ͻ����l(f��)�әC����ԇ܇�yԇ
2.�������һ�^(q��)
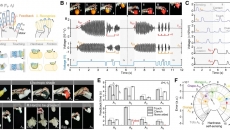
�W�վ��c�Ĵ�����Monash��W(xu��)(li��n)���_չ�p�|(zh��)С��������l(f��)�әC�����ƹ�������D9��ʾ,���l(f��)�әC���������S����s�A�ĽY(ji��)��(g��u),���c���y(t��ng)��s�۵���ȣ����|��e����,���ύ�QЧ������,��������Ч���ͽY(ji��)��(g��u)�|(zh��)�����W��̽����˾�c��(li��n)��LEAP71��˾��2023���_ʼ�ڿ��g�l(f��)�әC�I(l��ng)��չ�_����,������Ӌ�㹤��ģ��,��ͨ�^���m��(y��ng)߅��l���ͅ���(sh��)�����M����͡������ȣ�,���M�Є�(chu��ng)��ʽ�O(sh��)Ӌ,����ͨ�^������(y��u)��,�����ٵõ��l(f��)�әCԭ�ͣ���D10��ʾ,��
640-10.jpg (22.68 KB, ���d��(sh��): 87)
���d����
2024-2-4 15:33 �ς�
�D9 ����l(f��)�әC�����S�ΊA�ӽY(ji��)��(g��u)
640-11.jpg (22.11 KB, ���d��(sh��): 88)
���d����
2024-2-4 15:33 �ς�
�D10 LEAP71�������������O(sh��)Ӌ�İl(f��)�әC����
�������҇��F(xi��n)��
Ŀǰ���g���Mϵ�y(t��ng)��Ҫ����������M,�����W(xu��)���M������M�ȷ�ʽ�����л��W(xu��)���M�ɷ֞�νMԪ���p�MԪ,�������,���h��С����̽�y�ȿ��g�΄�(w��)���m(x��)���M�����l(f��)�әC���L�����Ϳɿ�������˸��ߵ�Ҫ��,�����,����g���M�о����Ⱥ��M����5000N��15000N��20000N����l(f��)�әC������s�����Ĺ��P(gu��n)����,���D11��5000N�l(f��)�әC������s�������Pԇ܇��Ƭ,���D12��15000N����l(f��)�әC���P�c��ԇ܇�DƬ����(j��ng)�����ԇ܇�߿�ģ�M��ԇ܇��C,���δ��B�m(x��)���L�����r�g�_��100s,����ձț_��315.3s���_����ͬϵ�y(t��ng)����(sh��)���H���Mˮƽ,����D13��ʾ,��20000NҺ������܉�ذl(f��)�әC�����������켼�g(sh��)�Ƃ���һ�w�������ң�����ɶ�Ο�ԇ܇����,����ձț_�_��3560Ns/kg,��
640-12.jpg (15.29 KB, ���d��(sh��): 84)
���d����
2024-2-4 15:33 �ς�
�D11 5000N������s�����Y(ji��)��(g��u)��ԇ܇ԇ�DƬ
640-13.jpg (9.8 KB, ���d��(sh��): 104)
���d����
2024-2-4 15:33 �ς�
�D12 15000N�l(f��)�әC������s�����Y(ji��)��(g��u)�������c��ԇ�DƬ
640-14.jpg (20.98 KB, ���d��(sh��): 104)
���d����
2024-2-4 15:33 �ς�
�D13 ��������һ�w��20000NҺ������l(f��)�әCԇ܇
������������棬���,����g���M�о���ͨ�^SLM���g(sh��)�ɹ��Ƃ���80mN�������ꖘO,�����M����믚�|(zh��)ԇ܇���ˣ���Ӌ�c��6h55min,�����������O(sh��)ӋҪ��,����D14��ʾ��
640-15.jpg (12.82 KB, ���d��(sh��): 97)
���d����
2024-2-4 15:33 �ς�
�D14 ꖘO�������c��ԇ܇
�Ǻӄ��������������g�Ƽ�����˾���Ƶġ������ǡ�һ̖�̘I(y��)�\�d�����,���ļ����������������܉�ذl(f��)�әC,����D15��ʾ�����҇��״���ȫ�����������췽����܉�ذl(f��)�әC,��
640 2.jpg (5.61 KB, ���d��(sh��): 94)
���d����
2024-2-4 15:33 �ς�
�D15 �������ǡ�һ̖�ļ�܉�ذl(f��)�әC
��,���Y(ji��)���Z
�ڿ��g���M�I(l��ng)�������������R�T������(zh��n),����Ҫ�����ׂ����棺
��1���������켼�g(sh��)�Ƃ�Ę�(g��u)���c���y(t��ng)�T,��呡��C�ӹ��Ę�(g��u)���ڃ�(n��i)���M�������W(xu��)���ܵȷ������@����ͬ��������ȱ��,����ߴ��^С,�����nj��g�Ѽy�����הUչ�ɞ���^�Ѽy��Ŀǰ��CT��X�侀�z�y��������,�����������ڽY(ji��)��(g��u)�ߴ�,��ؽ��_�l(f��)���m�����������옋(g��u)����(n��i)��ȱ�ݙz�y���O(sh��)��ͼ��g(sh��)�,����g���M�I(l��ng)��(g��u)����(j��ng)��̎�ڸߜغͽ�׃�d�ɵ�������,����(n��i)����ȱ�ݺ����׳ɞ��ѼyԴ���l(f��)��ƣ��ʧЧ���L(f��ng)�U�^��,��
��2�����g���M�I(l��ng)�������LJ�ע�����P(gu��n)�ؼ�����������غ�����Ҫ���^��,��Ŀǰ��������������ֱ��ʺͱ���ֲڶ���δ�_�����������Ҫ���@���H��Ҫ������������ij��;��Ⱥ����ܶ�,������Ҫ�_�l(f��)���m�ĺ�̎����������㊡�늻��W(xu��)����,��ĥ�����ȣ�,�����ܸ���Ч���\���������켼�g(sh��)��
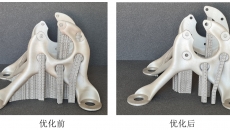
��3�����������ڜp�ط�����е��쪚��ă�(y��u)��,�������Ǐ�(f��)�s���cꇽY(ji��)��(g��u)����ͨ�^�������췽������,�����ǿ��g���Mϵ�y(t��ng)��Ҫ��(j��ng)����ӡ��_��,���ߵ͜صȏ�(f��)�s�ğ�/���h(hu��n)��,���cꇽY(ji��)��(g��u)ȱ�����P(gu��n)��ԇ(sh��)��(j��)������,�������cꇽY(ji��)��(g��u)�ߴ��^С,������Ӌ�㹤�����^�����^��,����Ҫ�M�к����Ĕ�(sh��)��(j��)̎���������C�ֶ�,��������������cꇽY(ji��)��(g��u)�ڿ��g���Mϵ�y(t��ng)��(y��ng)�õĿɿ��ԡ�
�����,�����g���Mϵ�y(t��ng)�����؏�(f��)ʹ��,���p�������L�r�g���۵ȷ�������˸��ߵ�Ҫ���������켼�g(sh��)��һ�w��,��ģ�K�����p�����ȷ���ă�(y��u)��ʹ���ڿ��g���M�I(l��ng)��đ�(y��ng)����ӭ�����C��,��
��1�����g���Mϵ�y(t��ng)�еď�(f��)�s��(g��u)��Խ��Խ��ز����������켼�g(sh��)���ڱ��Cʹ�����ܵ�ͬ�r,�����ͽY(ji��)��(g��u)�|(zh��)��,���sС�w�e�����ҘO�����������Ч�ʡ�����,���������켼�g(sh��)Ҳ��Y(ji��)��(g��u)����һ�w�O(sh��)Ӌ�������ṩ�˸�������ɶ�,������ͨ�^�Y(ji��)��(g��u)�����ϵă�(y��u)���O(sh��)Ӌ����������ա����ἰ���d����,��
��2�����g���M�I(l��ng)��IJ��֘�(g��u)����Ҫ�^�ߵĸߜ؏���,�����õĽ^���Լ���ĥ�Եȣ��mȻ�մɵȲ��ϝM��Ҫ��,�����ǂ��y(t��ng)�ӹ��y�ȴ�,����Ʒ�ʵ͡��������켼�g(sh��)Ҳ���մɵȲ��ϵ��Ƃ��ṩ���µ�;��,��������߾��Ⱥ����ܶȳ������c,�����մɵ��²��ϵ��Ƃ䷽��߂��^������
��3���������켼�g(sh��)����g���Mϵ�y(t��ng)����܉�S�o�ṩ�˿�����,��Ŀǰ�ۺ����ѽ�(j��ng)������̫�����M����������,��δ�����ٺ��մɲ��ϵ��������쌍�F(xi��n)���������܉��Q����ȹ�����
���ߺ���
����|1 �ܿ�1 �����t1 ����2 �x��2
1.���,����g���M�о���,��2.�Ϻ����g�l(f��)�әC���̼��g(sh��)�о�����
|








 �ղ�
�ղ� �D(zhu��n)��
�D(zhu��n)�� ֧��
֧�� ����
����
 �����W(w��ng)����11010802043351
�����W(w��ng)����11010802043351