�����е�3D��ӡ���g(sh��)���܉���ģ�������I(l��ng)�����ҵ���(y��ng)�õ������c(di��n),������ͨ�^�x���Լ����ۻ���SLM�����g(sh��)3D��ӡע��ģ���е��S����sͨ��,��ͨ�^��(sh��)�ֹ�̎����DLP�����g(sh��)3D��ӡ��ģ�T���ĸģ���Լ�ͨ�^��̻���SLA�����g(sh��)��Polyjet���g(sh��)��������С������ע��ģ��,��Ŀǰ�@Щ��(y��ng)�ý��������ģ�ߵ�3D��ӡ֮��,����ģ�߽����o���a(ch��n)���M(j��n)��ʹ���@Щģ���������K�Įa(ch��n)Ʒ���ϘO���X��,����(d��ng)3d��ӡ���g(sh��)�͂��y(t��ng)����ˇ��Y(ji��)���Ժ���ܸ��õ���������I(y��),��
���y(t��ng)��ģ�߃�(n��i)��sͨ����ͨ�^���μӹ��팍(sh��)�F(xi��n)�ġ�ͨ�^�����@�a(ch��n)����(chu��ng)���ֱ���ă�(n��i)���W(w��ng)�j(lu��),��ͨ�^��(n��i)�����w���^���{(di��o)�����ٺͷ���,��3D��ӡ����ʹ�҂��[Ó�˽����@�����ơ��F(xi��n)��,���҂������O(sh��)Ӌ(j��)��(n��i)��ͨ��������ģ�ߵ���s����,��������ƽ���Ľ��䣬���������,�����ӟ����D(zhu��n)�Ƶ���sҺ��Ч��,��߀���Ը���(j��)��sҪ���O(sh��)Ӌ(j��)��ͬ����s��·��ּ����һ�µ��ٶ��M(j��n)��ɢ��,���Դ��M(j��n)ɢ��ľ�����,��

conformalcooling_1.jpg (46.64 KB, ���d��(sh��): 366)
���d����
2017-2-14 10:27 �ς�
�S����s��ԭ������һ��(g��)�y(t��ng)һ�B�m(x��)�ķ�ʽ�¿��ٵؽ����ܼ��Ĝضȡ�ע�ܼ���������s�^���Џ�ģ����ȡ��,��ֱ����s���,��Ȼ��ע�ܼ���ģ���з��x�������κΟ��c(di��n)����(hu��)���tע�ܼ���ע������,�����ܕ�(hu��)��(d��o)�²�ж��ע�ܼ����N�����³����E,�������ܓp���M��������|(zh��)����
Kärcher-�P�Y�坍ϵ�y(t��ng)�ɞ镳�Nȫ���Ʒ��,��ÿ��λ��Obersontheim���S�ľo����K2�߉���ϴ�C(j��)�ij�؛���ڶ����f����,��������עĿ�������Sɫ�⚤��ͨ�^ע�ܷ�ʽ��������ġ�
conformalcooling_2.jpg (25.15 KB, ���d��(sh��): 404)
���d����
2017-2-14 10:27 �ς�
�P�Y���˝M���������L��ӆ��Ҫ��,����Ҫ��ע���^����������a(ch��n)Ч��,����ע�ܭh(hu��n)��(ji��)�е�ģ�߄t��ע��Ч���^���аl(f��)�]��Ҫ���á�ʹ�ó�Ҏ(gu��)��s,��ע�ܹ�(ji��)�Ğ�52��,�����е�22���Á���s,����220����ۻ��ض���s��100��C��Óģ�ض�,��
conformalcooling_3.jpg (45.34 KB, ���d��(sh��): 382)
���d����
2017-2-14 10:27 �ς�
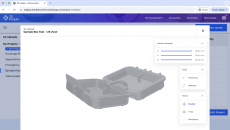
�@Щ�����ģ���Ƿdz���(f��)�s��,������һ��(g��)��ǻ���S����s���롣ԭ�����O(sh��)Ӌ(j��)������ʾ��
conformalcooling_4.jpg (49.32 KB, ���d��(sh��): 350)
���d����
2017-2-14 10:27 �ς�
ԭ��ͨ�^���y(t��ng)�ӹ����g(sh��)�ӹ���������sϵ�y(t��ng)�����ׂ�(g��)�Ϊ�(d��)����s��·,��ÿ���ͨ�^10������sˮ,�����D��ʾ��
conformalcooling_5.jpg (90.27 KB, ���d��(sh��): 330)
���d����
2017-2-14 10:27 �ς�
���y(t��ng)ģ����ע���^���еğ�����@ʾ,����22����s���ڽY(ji��)���r(sh��)�ıڜ�,���҂����Կ�����ģ�ߜضȵ��@��׃���������S�����ğ��c(di��n),�����@Щ���c(di��n)�п��ܕ�(hu��)Ӱ�ע���|(zh��)��,��
conformalcooling_6.jpg (52.26 KB, ���d��(sh��): 355)
���d����
2017-2-14 10:27 �ς�
3D��ӡע��ģ�ߵĵ�һ����ģ��ģ�M�������e�ǟ��c(di��n)��Ҫ�M(j��n)һ������,����?y��n)��@Щ����Ӱ푵���s�r(sh��)�g,��ͨ�^ܛ�����M(j��n)����20��(g��)���ڵ�ģ�M,�������ڜضȵķ���,����K�_�J(r��n)��ѵĽ�ģ������
conformalcooling_7.jpg (65.49 KB, ���d��(sh��): 339)
���d����
2017-2-14 10:27 �ς�
����Bͨ�^�ڟ��c(di��n)�^(q��)������4mmֱ������sͨ��,����ģ�������аl(f��)�F(xi��n)�@���ĸ���,���ضȫ@�ø�����ķֲ������@�ø��̵���s����,��
conformalcooling_8.jpg (35.22 KB, ���d��(sh��): 382)
���d����
2017-2-14 10:27 �ς�
��������@ʾ,���H�H10��犵���s�ͫ@���˸��Ӿ������s�����Ч����
conformalcooling_9.jpg (67.13 KB, ���d��(sh��): 396)
���d����
2017-2-14 10:27 �ς�
ֵ��һ�����,��3D��ӡ���S����sģ���䌍(sh��)�ǻ�ϼ��g(sh��)���������,������3D��ӡ���g(sh��)�@���ˏ�(f��)�s�ă�(n��i)��ͨ��������Щ��λ�t����������F��о�IJ��뼼�g(sh��),���µć������M�����D��ʾ��
conformalcooling_10.jpg (40.12 KB, ���d��(sh��): 324)
���d����
2017-2-14 10:27 �ς�
�ڄP�Y�İ�����,����s��(ji��)�ď�22��p�ٵ�10�룬�s����55%����s�r(sh��)�g,���������sЧ��ʹ�îa(ch��n)�������40%,����ԭ����ÿ��1500��������2100����
conformalcooling_11.jpg (39.08 KB, ���d��(sh��): 365)
���d����
2017-2-14 10:27 �ς�
��Դ��3D�ƌW(xu��)�� ������x�� |
��һƪ���Ϻ���?c��)����S��3d��ӡ�I(y��)��(w��)ģ��������һƪ��15��ǰ������ģ�߾���ʹ��3D��ӡ���g(sh��)��,��
|











 �ղ�
�ղ� �D(zhu��n)��
�D(zhu��n)�� ֧��
֧�� ����
����
 �����W(w��ng)����11010802043351
�����W(w��ng)����11010802043351